Uno stampo termoplastico a iniezione è l’attrezzatura in acciaio o alluminio che dà forma a un componente in plastica: il polimero in granuli viene fuso e iniettato ad alta pressione nella cavità dello stampo, dove si raffredda e solidifica assumendo la geometria finale. A differenza dei termoindurenti, i termoplastici possono essere rifusi e riciclati più volte. FPM progetta e costruisce stampi termoplastici su misura da oltre 40 anni a Lodrino, in provincia di Brescia.
Stampi termoplastici su misura, da oltre 40 anni
Hai un componente in plastica da mettere in produzione e cerchi chi ti costruisca lo stampo giusto, non un preventivo al ribasso? FPM progetta e costruisce stampi termoplastici su misura da oltre 40 anni, a Lodrino, in provincia di Brescia, con certificazione ISO 9001:2015.
Realizziamo stampi per presse fino a 1200 tonnellate, dal pezzo piccolo con inserti metallici alla geometria complessa a parete sottile, e seguiamo il progetto dalla fattibilità fino alla campionatura dei primi pezzi.
Cos'è un termoplastico
Un termoplastico è un polimero che rammollisce quando viene riscaldato e torna solido raffreddandosi, e questo ciclo si può ripetere molte volte senza una trasformazione chimica irreversibile. La ragione sta nella struttura molecolare: le catene sono lineari o ramificate, non legate fra loro in modo stabile, quindi scorrono l’una sull’altra quando arriva il calore e si bloccano di nuovo quando il materiale si raffredda. È proprio questa reversibilità che rende i termoplastici adatti allo stampaggio a iniezione in serie e li rende riciclabili.
I termoplastici si dividono a loro volta in due gruppi che cambiano il modo in cui si comportano nello stampo. I polimeri amorfi (ABS, PC, PS, PMMA) hanno catene disordinate, ritirano poco e restano stabili nelle quote. I polimeri semicristallini (PP, PE, PA, POM, PBT) hanno zone ordinate che, raffreddandosi, si compattano: ritirano di più e tendono a deformarsi se il raffreddamento non è uniforme. Sapere in quale gruppo ricade il tuo materiale serve a dimensionare correttamente la cavità dello stampo e a prevedere ritiro e tolleranze fin dalla progettazione.
Termoplastici e termoindurenti: la differenza
La domanda torna spesso, perché decide quale tipo di stampo serve. La differenza è una sola, ma cambia tutto: i termoplastici si possono rifondere, i termoindurenti no.
Un termoplastico fonde con il calore e risolidifica raffreddandosi, all’infinito, senza reazioni chimiche permanenti. Per questo si lavora a iniezione, è riciclabile e copre la grande maggioranza dei componenti tecnici ed estetici in plastica. Un termoindurente (resine fenoliche, epossidiche, melamminiche, alcune gomme) durante la formatura reticola in modo irreversibile: le catene si legano tra loro e il materiale, una volta solidificato, non torna più fluido. Resiste meglio al calore e al carico continuo, ma non si può rifondere né riciclare per rifusione, e si lavora soprattutto a compressione o a trasferimento.
| Caratteristica | Termoplastici | Termoindurenti |
|---|---|---|
Comportamento al calore | rammolliscono e rifondono | reticolano, non rifondono |
Struttura molecolare | catene lineari o ramificate | reticolo tridimensionale |
Riciclabilità per rifusione | sì | no |
Tecnica di stampaggio tipica | iniezione | compressione, trasferimento |
Resistenza alle alte temperature | da media ad alta | in genere alta |
Esempi | PP, ABS, PC, PA, POM, PBT | resine fenoliche, epossidiche, melamminiche |
Noi costruiamo stampi per la famiglia termoplastica, quella dello stampaggio a iniezione. È il campo dove progettazione dello stampo, scelta dell’acciaio e gestione del ritiro fanno davvero la differenza sul pezzo finito.
Come funziona lo stampaggio a iniezione dei termoplastici
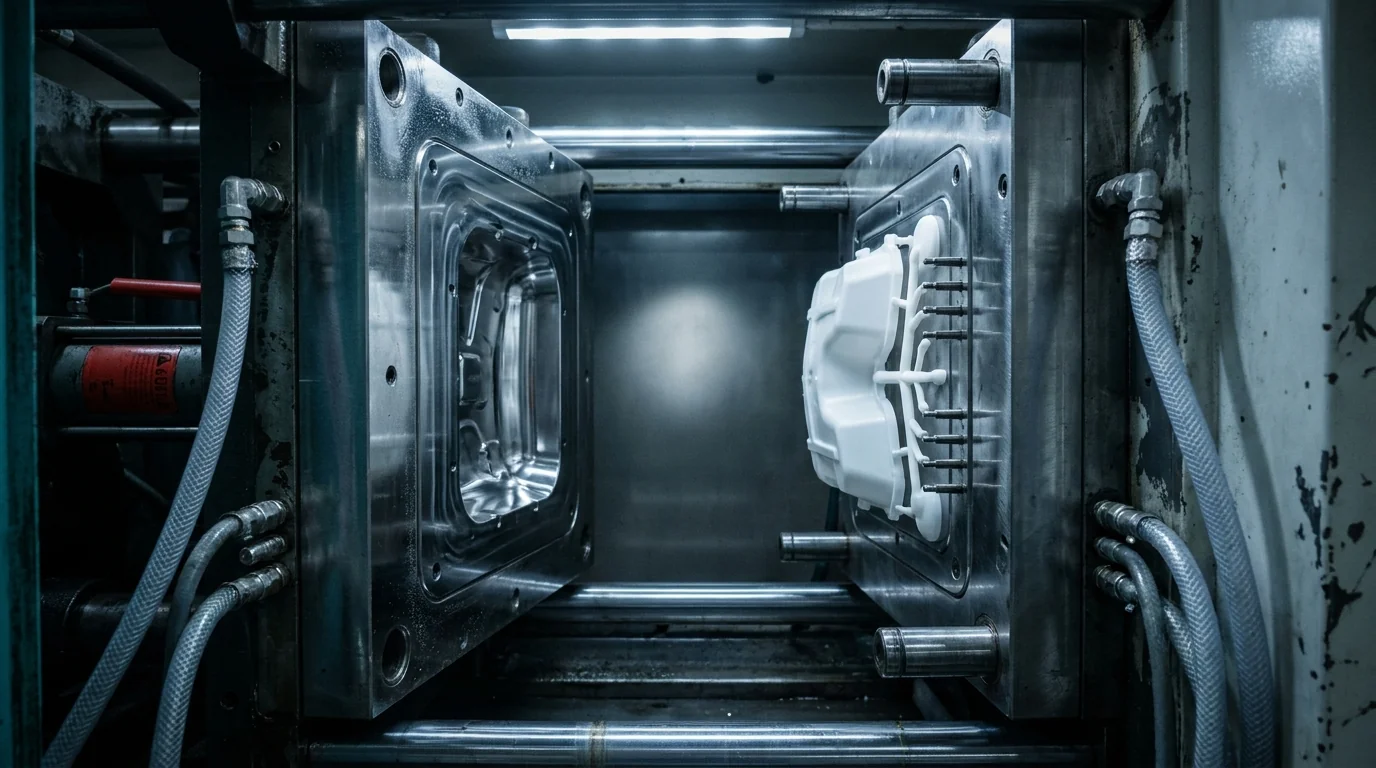
Lo stampaggio a iniezione lavora a cicli identici, ripetuti anche migliaia di volte al giorno. I granuli di polimero scendono dalla tramoggia nel cilindro della pressa, dove una vite che ruota li trascina in avanti: l’attrito e le fasce riscaldanti portano il materiale allo stato fuso. A stampo chiuso la vite avanza come un pistone e spinge il fuso nella cavità ad alta pressione, che può superare i 2.000 bar. Una pressione di mantenimento compensa il ritiro mentre il pezzo si raffredda, poi gli estrattori lo liberano e lo stampo si richiude per il ciclo successivo.
Lo stampo è il cuore di tutto questo. Deve resistere alla pressione di iniezione, raffreddare il pezzo in modo uniforme attraverso i canali di termoregolazione, aprirsi ed estrarre il componente senza danneggiarlo, e tenere le quote lotto dopo lotto. Un difetto sul pezzo, dai risucchi alle deformazioni, nasce spesso dallo stampo prima ancora che dalla pressa. Per questo costruirlo bene conta più di qualunque taratura successiva. Il funzionamento del processo in dettaglio lo trattiamo nella pagina dedicata allo stampaggio a iniezione.
I tecnopolimeri che lavoriamo
Lavoriamo l’intera gamma dei termoplastici, dalle plastiche di uso comune ai tecnopolimeri ad alte prestazioni, anche caricati con fibra di vetro per le applicazioni più esigenti. Ogni polimero ha una sua temperatura di lavorazione, un suo ritiro e un suo comportamento al raffreddamento, e da questi dipendono le quote da dare alla cavità dello stampo. Sceglierlo bene, già in fase di fattibilità, evita problemi che altrimenti emergono solo in campionatura.
| Sigla | Nome | Proprietà principali | Applicazioni tipiche |
|---|---|---|---|
PP | Polipropilene | leggero, flessibile, buona resistenza chimica, basso costo | contenitori, parti auto, casalinghi |
PA6 / PA66 | Poliammide (nylon) | tenace, resistente a usura e calore, spesso caricata vetro | ingranaggi, parti meccaniche, sotto cofano |
ABS | Acrilonitrile butadiene stirene | rigido, buona finitura estetica, facile da verniciare | scocche, parti estetiche, elettrodomestici |
PC | Policarbonato | trasparente, urti elevati, stabile alle temperature | parti trasparenti, schermi, componenti tecnici |
POM | Poliossimetilene (acetalica) | basso attrito, rigidità, stabilità dimensionale | ingranaggi, parti di precisione e scorrimento |
PBT | Polibutilentereftalato | isolante, stabile al calore, buona rigidità | connettori e componenti elettrici |
PMMA | Polimetilmetacrilato | trasparenza ottica, resistenza ai raggi UV | ottica, parti trasparenti, illuminazione |
PEI | Polieterimmide | alte temperature, autoestinguente, rigidità | aeronautica, elettronica, parti tecniche |
PPS | Polifenilensolfuro | resistenza chimica e termica elevata | parti sotto cofano, pompe, elettronica |
PPO | Polifenilenossido | stabilità dimensionale, isolamento, basso assorbimento d’acqua | parti elettriche, fluidica |
Ixef | Poliarilammide | rigidità e finitura superficiale elevate, ottima con carica vetro | componenti tecnici di precisione e a vista |

Tra i materiali speciali trattiamo poliammidi caricate vetro e la poliarilammide Ixef, per i pezzi dove servono rigidità e stabilità dimensionale superiori alla media. Il materiale lo scegliamo con te in base alle prestazioni meccaniche, termiche, chimiche ed estetiche che deve avere il componente.
Acciaio o alluminio: di cosa è fatto uno stampo termoplastico
Uno stampo termoplastico si costruisce quasi sempre in acciaio, perché deve durare nel tempo e mantenere le quote per centinaia di migliaia di stampate. L’acciaio si sceglie in base al ruolo: acciai pre-temprati o bonificati per i portastampi e le piastre, acciai da tempra per le figure soggette a usura, acciai inossidabili dove servono resistenza alla corrosione e finitura estetica, ad esempio con i polimeri che liberano gas aggressivi o per i pezzi a vista.
L’alluminio entra in gioco soprattutto per gli stampi prototipali e per le serie brevi: si lavora più in fretta, costa meno e raffredda velocemente, ma si usura prima e non regge i grandi volumi. In fase di fattibilità ti diciamo con onestà quale soluzione conviene per i tuoi numeri, senza venderti un acciaio nobile dove basta una scelta più semplice.
Le fasi di costruzione di uno stampo termoplastico
La costruzione di uno stampo termoplastico non è un singolo passaggio ma un percorso, e in FPM lo gestiamo internamente fase per fase. Ogni fase ha la sua pagina di approfondimento, perché entra in dettagli tecnici che meritano spazio.
- Studio di fattibilità. Analizziamo il disegno del pezzo, materiale, sottosquadri e punti critici, e definiamo numero di impronte, tipo di stampo, costi e tempi.
- Reverse engineering. Quando parti da un campione fisico e non da un disegno, lo rileviamo e ricostruiamo il modello matematico 3D da cui progettare lo stampo.
- Prototipazione. Realizziamo prototipi del componente per validare forma, funzione e montaggio prima di investire sullo stampo definitivo.
- Progettazione e co-design. Progettiamo lo stampo in CAD lavorando con te sulla stampabilità del pezzo: spessori, sformi, posizione dei punti di iniezione.
- Simulazione iniezione. Simuliamo il riempimento della cavità per prevedere linee di giunzione, risucchi e deformazioni, e correggerli prima di tagliare l’acciaio.
- Campionatura. Proviamo lo stampo in pressa e produciamo i primi pezzi, verificando le quote e mettendo a punto i parametri.
- Costruzione dello stampo. Lavorazioni meccaniche, elettroerosione, montaggio e finitura della figura: lo stampo prende forma fino alla consegna.
Avere tutte queste fasi sotto lo stesso tetto significa tempi più corti, meno fornitori da coordinare e un solo interlocutore responsabile del risultato, dal primo disegno allo stampo collaudato.
Progettare un pezzo pensando allo stampo
Molti problemi di stampaggio si evitano già al tavolo di progettazione, prima ancora di costruire lo stampo. Quando ci porti un disegno guardiamo alcune cose che incidono sul risultato e sul costo dell’utensile:
- Spessori uniformi. Pareti di spessore costante riducono risucchi e deformazioni; le zone massicce vanno alleggerite o nervate.
- Angoli di sformo. Le pareti verticali hanno bisogno di una piccola conicità per uscire dallo stampo senza graffiarsi o restare incastrate.
- Sottosquadri. Le geometrie in sottosquadro richiedono carrelli o estrattori in più, che alzano costo e complessità dello stampo: meglio saperlo prima.
- Punti di iniezione. Dove entra il materiale decide il riempimento, la posizione delle linee di giunzione e l’aspetto finale del pezzo.
- Raggi e raccordi. Gli spigoli vivi concentrano le tensioni e ostacolano il flusso; i raccordi migliorano riempimento e resistenza.
Questo lavoro di progettazione per lo stampaggio, il cosiddetto DFM, lo facciamo insieme a te in fase di progettazione dello stampo e lo verifichiamo con la simulazione di iniezione.
I settori in cui lavoriamo
Costruiamo stampi termoplastici per chi non può permettersi un pezzo fuori tolleranza: parti meccaniche e funzionali per l’automotive, componenti a tolleranze strette per l’elettronica e l’elettrodomestico, pezzi dove contano igiene e precisione per il medicale, particolari tecnici per l’aeronautica.
Perché scegliere FPM per i tuoi stampi termoplastici
Quando ci affidi uno stampo non compri solo un utensile: ti porti a casa un costruttore che segue il pezzo dalla fattibilità alla campionatura, e che lo stampo lo conosce perché lo fa da oltre 40 anni.
- Ciclo completo internalizzato, dalla fattibilità alla simulazione fino alla costruzione e alla campionatura, senza rimbalzi tra fornitori.
- Presse fino a 1200 tonnellate per la campionatura, dal pezzo piccolo con inserti metallici alla geometria complessa.
- Tecnopolimeri compresi i tecnici, dalle poliammidi caricate vetro alla poliarilammide Ixef.
- Qualità ISO 9001:2015 e oltre 40 anni di esperienza su stampi per materie plastiche e pressofusione.
- A Lodrino, in provincia di Brescia, nel cuore del distretto lombardo dello stampo.
Se ti serve anche la produzione dei pezzi, la facciamo: trovi lo stampaggio di materie plastiche conto terzi nella stessa azienda, dallo stampo al componente finito.
Hai un componente termoplastico da produrre? Dallo studio di fattibilità allo stampo collaudato, ti seguiamo noi.
Domande frequenti sugli stampi termoplastici
Cos'è un termoplastico?
È un polimero che rammollisce con il calore e torna solido raffreddandosi, e questo ciclo si può ripetere. Grazie a questa reversibilità i termoplastici si lavorano a iniezione e sono riciclabili, a differenza dei termoindurenti.
Qual è la differenza tra termoplastici e termoindurenti?
I termoplastici si possono rifondere e riciclare più volte; i termoindurenti reticolano in modo irreversibile durante la formatura e, una volta solidificati, non tornano fluidi. I primi si lavorano a iniezione, i secondi soprattutto a compressione.
Quali materiali si possono stampare con uno stampo termoplastico?
Tutta la famiglia dei termoplastici, dai polimeri comuni come PP, ABS, PA, PC e POM ai tecnopolimeri come PEI, PPS, PPO e la poliarilammide Ixef, anche caricati con fibra di vetro. La scelta dipende dalle prestazioni richieste al pezzo.
Di che materiale è fatto uno stampo termoplastico?
Quasi sempre di acciaio, scelto in base al ruolo: pre-temprato o bonificato per le piastre, da tempra per le figure soggette a usura, inossidabile dove servono finitura e resistenza alla corrosione. L’alluminio si usa per prototipi e serie brevi.
Come si costruisce uno stampo a iniezione?
Attraverso un percorso di sette fasi: studio di fattibilità, reverse engineering, prototipazione, progettazione e co-design, simulazione di iniezione, campionatura e costruzione. FPM le gestisce tutte internamente.
Cos'è il DFM nella progettazione di uno stampo?
È la progettazione del pezzo pensata per lo stampaggio: spessori uniformi, angoli di sformo, gestione dei sottosquadri e dei punti di iniezione. Curarlo in anticipo previene difetti e contiene il costo dello stampo.
Quanto può essere grande uno stampo che costruite?
Costruiamo stampi termoplastici per presse fino a 1200 tonnellate, dal pezzo piccolo di precisione, anche con inserti metallici, fino a geometrie complesse di dimensioni importanti.
Dove si trova FPM?
A Lodrino, in provincia di Brescia, in Lombardia. Lavoriamo con aziende di tutta Italia e all’estero.