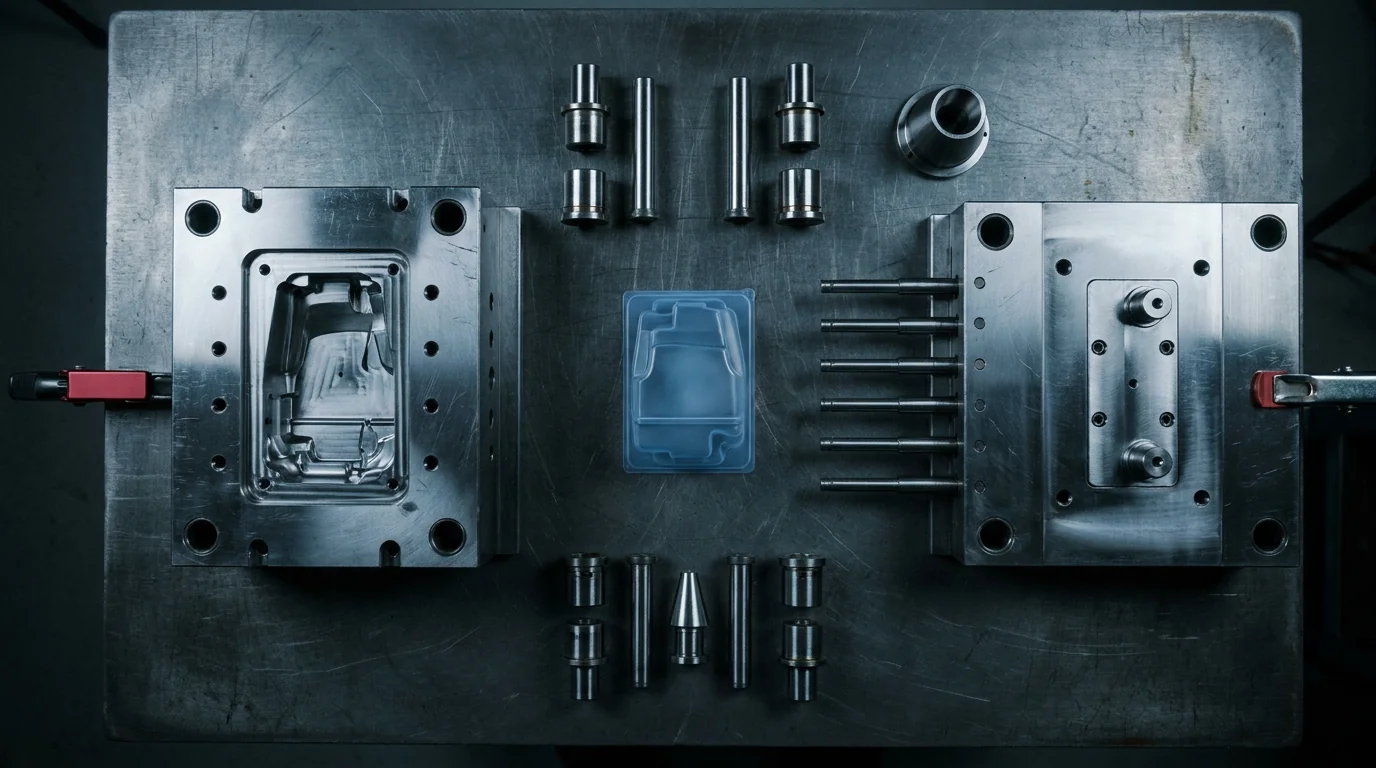
Uno stampo per materie plastiche è l’attrezzatura di precisione, in acciaio o alluminio, che dà forma al polimero fuso iniettato al suo interno: la cavità ne riproduce in negativo il pezzo finito. È composto da una parte fissa e una mobile e integra il sistema di alimentazione (materozza, canale caldo o freddo), l’iniezione, il raffreddamento e gli estrattori. La sua costruzione segue un percorso preciso: studio di fattibilità, co-design, progettazione, costruzione, collaudo e messa a punto. FPM progetta e costruisce stampi internamente da oltre 40 anni, con certificazione ISO 9001:2015, a Lodrino, in provincia di Brescia.
Costruzione stampi per materie plastiche su misura, da oltre 40 anni
Hai un componente in plastica da portare in produzione e ti serve uno stampo che funzioni davvero, senza brutte sorprese al primo collaudo? FPM costruisce stampi per materie plastiche su misura da oltre 40 anni, seguendo ogni fase internamente: dalla tua idea iniziale fino allo stampo collaudato e pronto a stampare.
Perché affidare a FPM la costruzione del tuo stampo
Uno stampo per materie plastiche è un investimento che lavorerà per anni e, se è ben fatto, ti farà risparmiare a ogni ciclo di stampaggio. Per questo non lo trattiamo come una commessa qualsiasi: lo progettiamo e lo costruiamo pensando a come si comporterà sulla tua pressa, lotto dopo lotto, e a quanto ti costerà mantenerlo nel tempo.
Quando ci affidi un progetto non compri solo un utensile: ti porti a casa uno stampo pensato per durare, ripetibile e con le tolleranze sotto controllo. Ecco cosa cambia per te:
- Un solo interlocutore per tutto il ciclo. Co-design, progettazione, costruzione dello stampo, prova e manutenzione li gestiamo sotto lo stesso tetto. Meno passaggi, meno errori, tempi più corti.
- Oltre 40 anni di stampi alle spalle, per materie plastiche e pressofusione. Sappiamo dove nascono i problemi e li anticipiamo già in progettazione.
- Qualità verificata a ogni fase, con la certificazione ISO 9001:2015 e i normalizzati Hasco e Meusburger.
- Non ti lasciamo a metà strada. Dallo stampo, se vuoi, passiamo allo stampaggio delle materie plastiche, all’assemblaggio, alla tampografia e alle finiture, fino al prodotto finito in serie.
Avere progettazione, costruzione e stampaggio nella stessa azienda non è un dettaglio organizzativo: chi disegna lo stampo parla ogni giorno con chi lo costruisce e con chi lo manda in produzione. Se in collaudo emerge qualcosa da correggere, lo risolviamo internamente, senza rimbalzare la responsabilità tra fornitori diversi e senza allungare i tempi. È il motivo per cui molti clienti, dopo il primo stampo, ci affidano anche i successivi.
Vuoi capire se siamo il costruttore giusto per il tuo progetto? Parlaci del tuo stampo.
Cos'è uno stampo per materie plastiche
Uno stampo per materie plastiche è l’utensile in cui il polimero fuso viene iniettato, mantenuto in pressione e raffreddato fino a ottenere il pezzo finito. Dall’esterno sembra un semplice blocco d’acciaio, ma al suo interno lavorano insieme più sistemi: la cavità che dà forma al pezzo, l’alimentazione che porta il materiale dove serve, il raffreddamento che ne governa la solidificazione e l’estrazione che libera il componente a fine ciclo.
Lo stampo si monta su una pressa a iniezione e resta chiuso mentre il materiale entra ad alta pressione. La parte fissa è fissata al piano lato iniezione, la parte mobile si apre e si chiude a ogni ciclo. Questa apertura e chiusura, ripetuta anche migliaia di volte al giorno, è ciò che mette davvero alla prova lo stampo: deve restituire sempre lo stesso pezzo, con le stesse quote e la stessa finitura, dal primo all’ultimo lotto.
Per capire cosa rende buono uno stampo serve un passaggio sul processo che dovrà sopportare. Nello stampaggio a iniezione i granuli di polimero termoplastico vengono riscaldati fino a diventare fluidi, poi iniettati nello stampo, dove riempiono la cavità, si raffreddano, solidificano e vengono estratti. Il processo di trasformazione vero e proprio lo trattiamo nella pagina dedicata allo stampaggio delle materie plastiche; qui restiamo sullo stampo.
Anatomia di uno stampo: i componenti e a cosa servono
Ogni componente di uno stampo ha un compito preciso, e la cura con cui viene progettato e lavorato decide precisione, finitura e durata dell’utensile. Questi sono gli elementi principali.
- Cavità (matrice). È l’incavo che riproduce in negativo la forma esterna del pezzo. Sta di solito nella parte fissa dello stampo.
- Maschio (punzone). Forma la parte interna del pezzo e si trova nella parte mobile. Cavità e maschio, accoppiati, definiscono lo spessore delle pareti.
- Parte fissa e parte mobile. Le due metà dello stampo. La fissa resta agganciata al piano lato iniezione; la mobile si apre per liberare il pezzo. Il piano dove si toccano è la linea di divisione.
- Sistema di alimentazione. Il percorso che porta il materiale fuso dall’ugello della pressa alla cavità: materozza, canali di colata e punti di iniezione. Può essere a canale freddo o a canale caldo (camera calda).
- Punto di iniezione. Il varco da cui il materiale entra nell’impronta. La sua posizione decide come la cavità si riempie e dove cadono le linee di giunzione.
- Sistema di raffreddamento (termoregolazione). I canali, di solito ad acqua, ricavati nello stampo per smaltire il calore in modo uniforme e controllare il tempo ciclo.
- Sistema di estrazione. Estrattori, spine e piastre che spingono fuori il pezzo quando lo stampo si apre.
- Sfiati (sfoghi gas). Piccoli intagli che lasciano uscire l’aria durante il riempimento ed evitano bruciature e riempimenti incompleti.
- Angoli di sformo. Le inclinazioni date alle pareti perché il pezzo si stacchi senza rigarsi all’estrazione.
- Piastre e struttura porta-stampo. Il telaio che sostiene e allinea tutti gli elementi e regge la spinta del materiale.
Lavorare ognuno di questi elementi con tolleranze strette, e farli dialogare tra loro, è il vero mestiere del costruttore di stampi. Un raffreddamento mal distribuito o un punto di iniezione fuori posto si pagano poi a ogni pezzo prodotto.
Canale caldo o canale freddo: come scegliere
Il sistema di alimentazione è una delle scelte che pesano di più sul costo del pezzo. Nello stampo a canale freddo il materiale solidifica anche nei canali a ogni ciclo: la materozza va rimossa e ricondizionata. Costa meno costruirlo e mantenerlo, ed è la scelta più sensata per volumi contenuti. Nello stampo a canale caldo (camera calda) i canali restano riscaldati e il materiale resta fluido fino all’impronta: azzeri lo sfrido di materozza, migliori il punto di iniezione e accorci il tempo ciclo, a fronte di un investimento iniziale e di una manutenzione maggiori. In fase di co-design scegliamo con te l’opzione più conveniente in base a materiale, geometria e volumi.
| Canale freddo | Canale caldo (camera calda) | |
|---|---|---|
Materozza | solidifica e va rimossa a ogni ciclo | nessuna, il materiale resta fuso |
Sfrido di materiale | presente, da recuperare | ridotto al minimo |
Costo di costruzione | più basso | più alto |
Manutenzione | semplice | più impegnativa (zone riscaldate) |
Tempo ciclo | più lungo | più corto |
Volumi ideali | bassi e medi | medi e alti |
Acciaio o alluminio: i materiali dello stampo
La scelta del materiale con cui costruiamo lo stampo non è un tecnicismo che riguarda solo noi: decide quanto durerà l’utensile, ogni quanto dovrai fermarlo per manutenzione e quanto ti costerà la prima fornitura. La calibriamo su materiale da stampare e volumi di produzione.
- L’alluminio ha un’ottima conduttività termica e si lavora in fretta: con un peso di circa un terzo dell’acciaio, è la scelta per stampi pilota e piccolissime serie, dove conta arrivare presto al pezzo reale contenendo i costi.
- Gli acciai bonificati (per esempio 1.2738) sono il compromesso più usato per le medie produzioni: buona lavorabilità e durata adeguata senza i tempi e i costi della tempra.
- Gli acciai temprati (per esempio 1.2343 o gli inox da stampo come 1.2083) reggono l’usura dei grandi volumi e dei polimeri caricati, dove serve resistenza superiore.
- I trattamenti superficiali come la nitrurazione o le cromature aumentano la durezza superficiale e la resistenza all’abrasione nelle parti più sollecitate.
| Materiale | Costo stampo | Tempi di costruzione | Conduttività termica | Durata (cicli) | Dove conviene |
|---|---|---|---|---|---|
Alluminio | basso | brevi | alta | bassa | prototipi, piccole serie |
Acciaio bonificato | medio | medi | media | media | medie produzioni |
Acciaio temprato | alto | lunghi | media | alta | grandi volumi, polimeri caricati |
Spendere qualcosa in più su un acciaio adeguato, quando i volumi lo giustificano, significa meno revisioni, meno scarti e una vita utile più lunga dell’utensile. In fase di preventivo ti spieghiamo sempre perché proponiamo un certo materiale e cosa comporterebbe risparmiare su quella voce.
I polimeri tecnici più impegnativi, come quelli caricati con fibra di vetro, sono abrasivi e usurano in fretta le parti stampanti: lì il materiale dello stampo e i trattamenti pesano ancora di più. Se il tuo pezzo è in tecnopolimero, abbiamo un reparto dedicato: scopri gli stampi termoplastici, con progettazione, prototipazione e simulazione di iniezione.
Le sigle degli acciai sono riferimenti tipici di settore, da confermare con FPM.
Le tipologie di stampi che costruiamo
Non esiste lo stampo giusto in assoluto: dipende da quanti pezzi devi produrre e da quanto è complesso il componente. Per questo costruiamo tre famiglie di stampi per materie plastiche.
Stampi pilota e per piccole serie
Devi validare un progetto o produrre poche decine o centinaia di pezzi? Realizziamo stampi in alluminio o in acciaio bonificato: costano meno e ti fanno arrivare al pezzo reale in fretta, prima di investire su uno stampo per grandi volumi. È la strada giusta quando il prodotto è ancora in fase di sviluppo e potresti dover modificare la geometria dopo i primi test. In molti casi questi stampi diventano poi la base per costruire l’attrezzatura definitiva di serie.
Stampi per medie produzioni
Per consumi annui intorno ai 50.000-100.000 pezzi costruiamo stampi a 2-4 impronte, il punto di equilibrio tra precisione, qualità del pezzo e costo dello stampo. Aumentando le impronte produci più pezzi a ogni ciclo e abbassi il costo unitario, ma cresce la complessità: il riempimento delle cavità deve restare bilanciato perché tutti i pezzi escano identici.
Stampi multi-impronta per grandi volumi
Quando i numeri salgono, ogni dettaglio conta. Costruiamo stampi multi-impronta curando materiali, trattamenti termici e normalizzati Hasco e Meusburger, con parti stampanti intercambiabili. Su grandi volumi il vero costo non è lo stampo, ma i fermi macchina e i pezzi di scarto: progettiamo le zone più sollecitate perché si possano sostituire rapidamente, senza smontare l’intero utensile, e curiamo raffreddamento ed estrazione per tenere basso il tempo ciclo.
Dalla tua idea allo stampo collaudato: il processo
Ti seguiamo passo dopo passo, così sai sempre a che punto è il tuo stampo. La progettazione, qui, non è un servizio a parte: è una delle fasi del percorso, quella in cui si decide la riuscita di tutto il resto.
01 Analisi di fattibilità e preventivo
Partiamo dal tuo disegno e dai volumi che hai in mente. Valutiamo il materiale plastico, il numero di impronte più adatto e il tipo di stampo, e ti diamo un preventivo chiaro su costi e tempi. È il momento in cui mettiamo sul tavolo eventuali criticità del pezzo, prima che diventino un problema.
02 Co-design e industrializzazione
Lavoriamo il componente insieme a te per renderlo davvero stampabile: spessori uniformi, angoli di sformo, posizione dei punti di iniezione. Piccoli accorgimenti qui ti evitano difetti sul pezzo finito e modifiche costose sullo stampo più avanti.
03 Progettazione 3D dello stampo
Disegniamo l’utensile in 3D definendo impronte, sistema di iniezione, raffreddamento ed estrazione. Dove serve simuliamo il riempimento per vedere in anticipo come il materiale scorre nelle cavità e dove si formeranno le linee di giunzione.
04 Costruzione
Realizziamo lo stampo nel nostro reparto con lavorazioni CNC, elettroerosione, rettifica e montaggio. Tenere la costruzione in casa vuol dire controllare la qualità a ogni passaggio e reagire in fretta se qualcosa va aggiustato.
05 Prova stampo e collaudo
Montiamo lo stampo in pressa, stampiamo i primi campioni e verifichiamo le quote sul pezzo reale. Mettiamo a punto i parametri finché il risultato non è quello giusto e ti consegniamo uno stampo già rodato.
Alla fine del percorso hai uno stampo pronto a produrre e già verificato, non una scommessa. E se in futuro il pezzo cambia o lo stampo va revisionato, sai a chi rivolgerti: il progetto resta nelle nostre mani.
Cosa si decide in progettazione: gli aspetti critici (DFM)
La maggior parte dei difetti di un pezzo stampato nasce in progettazione, non in produzione. Per questo lavoriamo in Design for Manufacturing (DFM): ottimizziamo il componente plastico con te prima di costruire l’utensile. I punti su cui ci concentriamo di più:
- Spessori delle pareti. Vanno tenuti il più possibile uniformi, altrimenti compaiono risucchi e deformazioni al raffreddamento.
- Angoli di sformo. Senza sformi adeguati il pezzo non esce bene e la superficie si rovina.
- Posizione e numero dei punti di iniezione. Decidono come il materiale riempie l’impronta e dove cadono le linee di giunzione.
- Sfiati. Servono a far uscire l’aria ed evitare bruciature e punti deboli.
- Raggi di raccordo e nervature. Irrigidiscono il pezzo riducendo gli spessori, e quindi i tempi ciclo.
Vedere questi problemi in anticipo ti evita modifiche costose sullo stampo già costruito e porta a un pezzo conforme già dalla prima campionatura. È la ragione per cui chiamiamo il cliente al tavolo già in fase di disegno, invece di ricevere un file e costruire a testa bassa.
Quanto costa e quanto tempo serve per uno stampo
Sono le due domande che ricevi più spesso, e le risposte oneste sono due “dipende” che vale la pena spiegare.
Il costo di uno stampo dipende da complessità del pezzo, numero di impronte, materiale dell’utensile e volumi di produzione. Uno stampo pilota in alluminio a una cavità sta su ordini di grandezza molto diversi da un multi-impronta in acciaio temprato a canale caldo. Per questo non pubblichiamo listini: in fase di preventivo valutiamo il tuo caso e ti diamo una cifra che tiene insieme costo dello stampo e costo per pezzo nel tempo. A volte conviene spendere di più sullo stampo per pagare meno ogni componente prodotto; altre volte è il contrario.
I tempi seguono la stessa logica: dalla fattibilità al collaudo si va da poche settimane per gli stampi semplici a tempi più lunghi per i multi-impronta complessi. Definiamo la tempistica esatta in preventivo e la rispettiamo, perché costruzione e prova stampo le facciamo internamente e non dipendiamo da terzi.
Manutenzione e modifica stampi, anche non costruiti da noi
Uno stampo fermo è produzione persa. Per questo ci occupiamo anche di manutenzione e modifica stampi: pulizia, ricostruzione di parti usurate e modifiche, anche su stampi che non hai costruito con noi. Quando non puoi permetterti un fermo prolungato, interveniamo in 24-48 ore.
Hai uno stampo da rimettere in produzione? Contattaci senza impegno.
I settori in cui lavoriamo
Costruiamo stampi per chi non può permettersi un pezzo sbagliato. Precisione, ripetibilità e materiali tecnici sono il nostro lavoro quotidiano in settori come:
Hai un progetto da realizzare? Portaci la tua idea: ti affianchiamo dalla progettazione alla costruzione dello stampo.
Domande frequenti sugli stampi per materie plastiche
Di cosa è fatto uno stampo per materie plastiche?
Uno stampo è fatto da una parte fissa e una mobile in acciaio o alluminio. All’interno integra la cavità che dà forma al pezzo, il sistema di alimentazione (materozza, canale caldo o freddo), gli estrattori, i canali di raffreddamento e gli sfiati. La struttura porta-stampo sostiene e allinea tutti gli elementi.
Quali sono le fasi di costruzione di uno stampo?
Il percorso è: studio di fattibilità, co-design del pezzo, progettazione 3D dello stampo, costruzione con lavorazioni CNC ed elettroerosione, prova stampo in pressa e collaudo. FPM gestisce tutte le fasi internamente, dal disegno allo stampo già rodato.
Qual è la differenza tra stampo a canale caldo e a canale freddo?
Nel canale freddo la materozza solidifica a ogni ciclo e va rimossa: lo stampo costa meno ma genera sfrido. Nel canale caldo i canali restano riscaldati e il materiale resta fluido fino all’impronta: azzeri lo sfrido e accorci il tempo ciclo, con un investimento iniziale maggiore.
Meglio uno stampo in acciaio o in alluminio?
L’alluminio conviene per prototipi e piccole serie, perché costa meno e si costruisce in fretta. L’acciaio, bonificato o temprato, regge i grandi volumi e i polimeri caricati. La scelta dipende da quanti pezzi devi produrre e da quanto è abrasivo il materiale.
Quanto tempo serve per costruire uno stampo?
I tempi dipendono dalla complessità: dalla fattibilità al collaudo si va da poche settimane per gli stampi semplici a tempi maggiori per i multi-impronta. Definiamo la tempistica esatta in fase di preventivo.
Costruite anche stampi per piccole serie o prototipi?
Sì. Realizziamo stampi pilota e per piccole serie in alluminio o acciaio bonificato, ideali per validare il progetto prima di investire in uno stampo per grandi produzioni.
Eseguite manutenzione su stampi non costruiti da voi?
Sì, effettuiamo manutenzione, riparazione e modifica anche su stampi di altri costruttori, con interventi rapidi in 24-48 ore quando necessario.