Lo stampaggio di materie plastiche è il processo che, con uno stampo, calore e pressione, trasforma i polimeri in componenti finiti. La tecnica più diffusa è lo stampaggio a iniezione: i granuli vengono fusi e iniettati ad alta pressione in uno stampo chiuso, dove raffreddano e solidificano prima dell’estrazione. FPM lo esegue conto terzi da oltre 40 anni a Lodrino, in provincia di Brescia, costruendo internamente anche lo stampo.
Stampaggio di materie plastiche conto terzi, da oltre 40 anni
Ti serve un partner che produca i tuoi componenti in plastica con costanza, pezzo dopo pezzo, senza farti rincorrere i fornitori? FPM si occupa di stampaggio di materie plastiche a iniezione conto terzi da oltre 40 anni, nella sede di Lodrino, in provincia di Brescia.
Il nostro vantaggio è semplice: costruiamo noi lo stampo e poi stampiamo il pezzo, fino alle finiture. Un solo interlocutore dalla tua idea al componente pronto al montaggio, con la qualità verificata dalla certificazione ISO 9001:2015.

Perché affidare a FPM lo stampaggio dei tuoi componenti
Quando ci affidi una produzione non compri solo dei pezzi stampati: ti porti a casa un fornitore unico che segue tutto il percorso, dallo stampo al prodotto finito. Ecco cosa cambia per te:
- Stampo e stampaggio nella stessa azienda. Costruiamo internamente lo stampo per materie plastiche e poi stampiamo i tuoi componenti: se in produzione serve un ritocco, lo facciamo noi, senza rimbalzi tra fornitori.
- Conto terzi, anche per piccole e medie serie. Ci adattiamo ai tuoi volumi, dai lotti pilota alle produzioni ricorrenti.
- Qualità verificata a ogni lotto, con la certificazione ISO 9001:2015 e oltre 40 anni di esperienza su materie plastiche e pressofusione.
- Vicino a te, in Lombardia. La nostra sede è a Lodrino, in provincia di Brescia: meno distanze e più controllo sulle consegne.
- Completiamo il pezzo con assemblaggio, tampografia e finiture, fino alla fornitura in serie.
Vuoi far produrre i tuoi componenti in plastica? Parlaci del tuo progetto.
Cos'è lo stampaggio di materie plastiche
Lo stampaggio è l’insieme delle tecniche che danno forma a un materiale plastico usando uno stampo. Il principio è sempre lo stesso: si porta il polimero allo stato fluido o plastico con il calore, lo si costringe nella cavità dello stampo, lo si lascia solidificare e si estrae il pezzo con la geometria voluta.
I materiali si dividono in due grandi famiglie. I termoplastici (come PP, ABS, poliammide, policarbonato) rammolliscono con il calore e tornano solidi raffreddandosi: questo ciclo si può ripetere, quindi sono rilavorabili e riciclabili, ed è la famiglia che lavoriamo nello stampaggio a iniezione. I termoindurenti reticolano in modo irreversibile durante la formatura e, una volta solidificati, non tornano fluidi.
C’è una seconda distinzione che pesa molto sul risultato, e che quasi nessuno spiega: la struttura molecolare. I polimeri amorfi (ABS, PC, PS, PMMA) hanno catene disordinate, ritirano poco, in genere sotto lo 0,8%, e restano stabili nelle quote. I polimeri semicristallini (PP, PE, PA, POM, PBT) hanno zone ordinate che, raffreddandosi, si compattano: ritirano di più, anche oltre il 2%, e tendono a deformarsi se il raffreddamento non è uniforme. Sapere in quale famiglia ricade il tuo materiale serve a prevedere ritiro, tolleranze e rischio di deformazione fin dalla progettazione dello stampo.
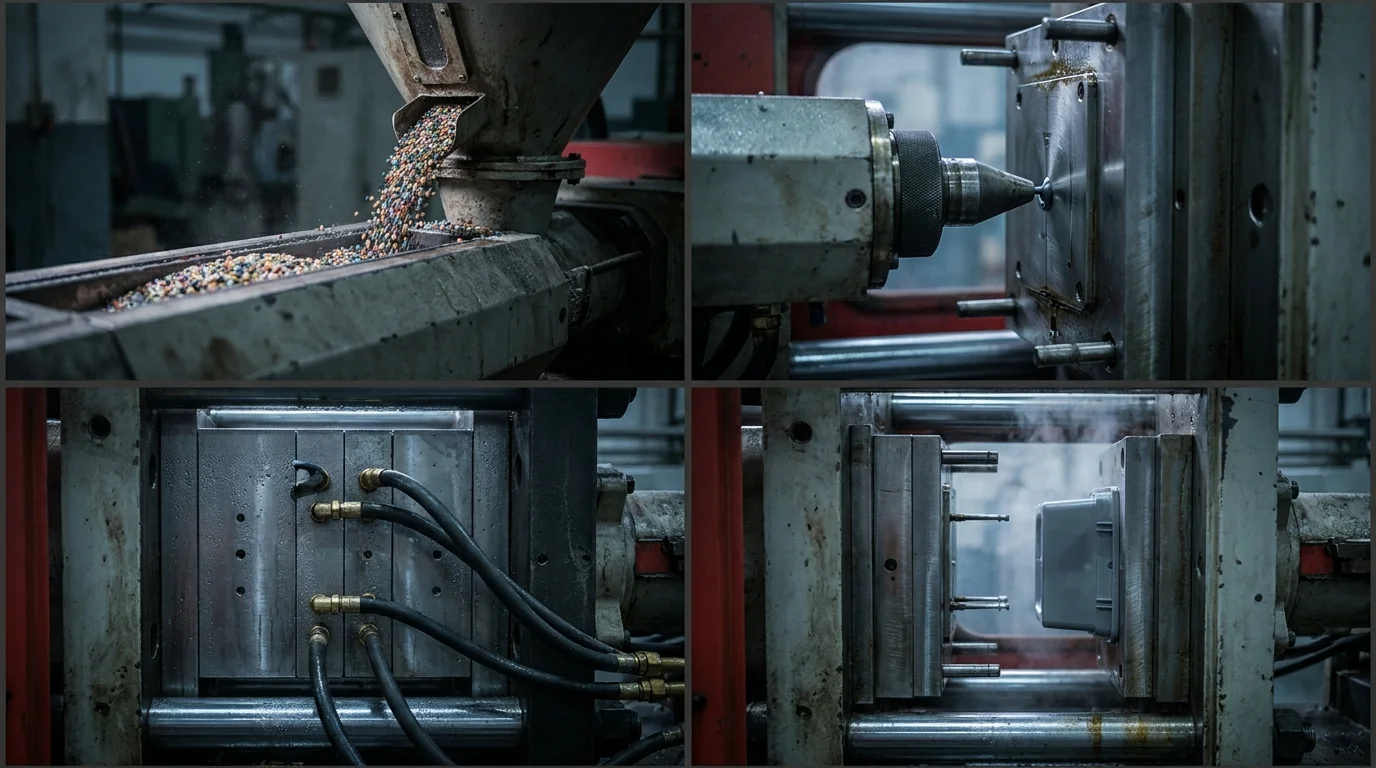
Come funziona: il ciclo di stampaggio a iniezione in 4 fasi
Lo stampaggio a iniezione lavora a cicli, sempre uguali, anche migliaia di volte al giorno. Ogni ciclo passa per quattro fasi.
01 Plastificazione
I granuli scendono dalla tramoggia nel cilindro della pressa, dove una vite che ruota li trascina in avanti. L’attrito della vite e le fasce riscaldanti del cilindro portano il polimero allo stato fuso e omogeneo. Una leggera contropressione aiuta a miscelare il materiale e a far uscire l’aria.
02 Iniezione
A stampo chiuso, la vite avanza come un pistone e spinge il fuso nella cavità ad alta velocità. La pressione di iniezione può superare i 2.000 bar. Quando la cavità è quasi piena, si commuta dalla fase di iniezione a quella di mantenimento.
03 Mantenimento e raffreddamento
Una pressione di mantenimento continua a spingere materiale nella cavità mentre il pezzo si raffredda, per compensare il ritiro e tenere stabili le quote. Il calore viene smaltito dai canali di termoregolazione, di solito ad acqua, ricavati nello stampo. È la fase più lunga del ciclo: in molti pezzi pesa per oltre la metà del tempo totale.
04 Estrazione
A pezzo solidificato lo stampo si apre e gli estrattori, a volte aiutati da un robot, liberano il componente. Poi lo stampo si richiude e il ciclo riparte.
La costanza di queste fasi è ciò che distingue una produzione affidabile: temperatura del fuso, pressioni, velocità e tempi di raffreddamento vanno tenuti sotto controllo a ogni lotto perché ogni pezzo esca uguale al precedente. Se vuoi entrare nel dettaglio tecnico del processo e dei parametri, lo trattiamo nella pagina dedicata allo stampaggio a iniezione.
Le tecniche di stampaggio e quando sceglierle
Non esiste una sola tecnica di stampaggio: la scelta dipende dai volumi, dalla geometria del pezzo e dal materiale. Noi lavoriamo lo stampaggio a iniezione, la soluzione di riferimento per i componenti tecnici di precisione in serie. Le altre tecniche le conosciamo e te le spieghiamo, perché in fase di preventivo ti diciamo con onestà se l’iniezione è davvero la strada giusta per il tuo pezzo o se ti conviene un’altra lavorazione.
| Tecnica | Come funziona | Materiali tipici | Volumi ideali | Geometrie | Esempi |
|---|---|---|---|---|---|
Stampaggio a iniezione | fuso iniettato ad alta pressione in stampo chiuso | termoplastici (PP, ABS, PA, PC, POM) | medi e alti | complesse, a parete sottile | componenti tecnici, scocche |
Stampaggio a compressione | materiale pressato in stampo aperto e riscaldato | termoindurenti, gomme | bassi e medi | robuste, semplici | parti elettriche, manici |
Termoformatura | lastra riscaldata e formata con vuoto o pressione | lastre termoplastiche | bassi e medi | gusci, vassoi | packaging, pannelli |
Soffiaggio | preforma gonfiata con aria contro lo stampo | termoplastici (PE, PET) | alti | corpi cavi | flaconi, serbatoi |
Rotostampaggio | polvere fusa in uno stampo rotante | polveri di PE | bassi | grandi corpi cavi | cisterne, contenitori |
Iniezione con gas (GAIM) | gas inerte crea canali cavi nel pezzo | termoplastici | medi e alti | pezzi spessi o nervati | maniglie, parti strutturali |
Sovrastampaggio | secondo materiale stampato su un primo | rigido + elastomero (TPE) | medi | multi-materiale | impugnature soft-touch, guarnizioni |
Per i componenti tecnici in serie l’iniezione resta la scelta di riferimento perché unisce precisione, ripetibilità e basso costo per pezzo quando i volumi salgono. Se il tuo articolo richiede il sovrastampaggio o l’iniezione assistita da gas, ne parliamo in fase di fattibilità.
Le presse che usiamo per lo stampaggio
Il cuore dello stampaggio è la pressa a iniezione, fatta da due gruppi: il gruppo di iniezione, che fonde e spinge il materiale, e il gruppo di chiusura, che tiene chiuso lo stampo contro la spinta del fuso. La forza di chiusura, espressa in tonnellate, è il parametro che decide quale pressa serve per il tuo pezzo: deve superare la spinta che il materiale esercita sulle pareti dello stampo, cioè la pressione in cavità moltiplicata per la superficie proiettata del pezzo. Per questo un pezzo grande e sottile può richiedere più tonnellaggio di un pezzo piccolo e spesso.
Le presse si distinguono per come muovono questi gruppi:
- Idrauliche. Usano pompe e attuatori idraulici. Sono robuste e tengono bene le alte pressioni e i pezzi grandi, ma consumano di più e richiedono più manutenzione.
- Elettriche. Tutti i movimenti sono affidati a motori elettrici. Sono precise, ripetibili ed efficienti dal punto di vista energetico, a fronte di un costo iniziale più alto.
- Ibride. Uniscono motori elettrici per l’iniezione e attuatori idraulici per la chiusura: un compromesso tra efficienza ed elevata forza di serraggio.
In fase di preventivo scegliamo il tonnellaggio e il tipo di pressa più adatti al tuo pezzo e ai tuoi volumi.
I materiali che stampiamo
Lavoriamo un’ampia gamma di polimeri termoplastici, dai più comuni ai tecnopolimeri ad alte prestazioni, anche caricati con fibra di vetro per le applicazioni più esigenti. Il materiale lo scegliamo con te in base alle prestazioni meccaniche, estetiche, termiche e chimiche del componente.
Ogni polimero ha una sua finestra di lavorazione e un suo comportamento al raffreddamento. Tre cose contano più di tutte: la temperatura a cui va portato il fuso, il ritiro con cui si contrae solidificando, da cui dipendono le quote dello stampo, e l’igroscopicità, cioè quanto assorbe umidità. I materiali igroscopici come poliammide, policarbonato, ABS, PBT e PET vanno deumidificati prima dello stampaggio, altrimenti l’acqua nei granuli genera bolle, striature e cali di resistenza sul pezzo finito.
| Polimero | Sigla | Struttura | Temperatura del fuso | Temperatura stampo | Ritiro | Deumidificazione | Impieghi tipici |
|---|---|---|---|---|---|---|---|
Polipropilene | PP | semicristallino | 200-260 °C | 20-60 °C | 1,2-2,5% | non richiesta | contenitori, parti auto, casalinghi |
Polietilene | PE (HDPE) | semicristallino | 180-260 °C | 20-60 °C | 1,5-3,0% | non richiesta | tappi, flaconi, imballaggi |
ABS | ABS | amorfo | 210-260 °C | 40-80 °C | 0,4-0,8% | richiesta | scocche, parti estetiche |
Polistirene | PS | amorfo | 180-260 °C | 20-60 °C | 0,4-0,7% | non richiesta | articoli tecnici, imballaggi |
Policarbonato | PC | amorfo | 280-320 °C | 80-120 °C | 0,6-0,8% | richiesta | parti trasparenti e tecniche |
PMMA | PMMA | amorfo | 220-260 °C | 40-80 °C | 0,3-0,8% | richiesta | ottica, parti trasparenti |
Poliammide 6 | PA6 | semicristallino | 230-290 °C | 40-90 °C | 0,8-1,5% | richiesta | ingranaggi, parti meccaniche |
Poliammide 6.6 | PA66 | semicristallino | 260-300 °C | 40-90 °C | 1,0-2,0% | richiesta | parti sotto cofano |
POM | POM | semicristallino | 190-220 °C | 60-100 °C | 1,8-2,5% | leggera | parti a frizione, di precisione |
PBT | PBT | semicristallino | 240-270 °C | 40-80 °C | 1,5-2,2% | richiesta | connettori, parti elettriche |
PET | PET | semicristallino | 260-290 °C | 80-120 °C | 1,2-2,0% | richiesta | preforme, parti tecniche |
Tra i materiali speciali trattiamo poliammidi caricate vetro e la poliarilammide Ixef, per i pezzi dove servono rigidità e stabilità dimensionale elevate.
Valori indicativi di processo, da confermare con FPM.
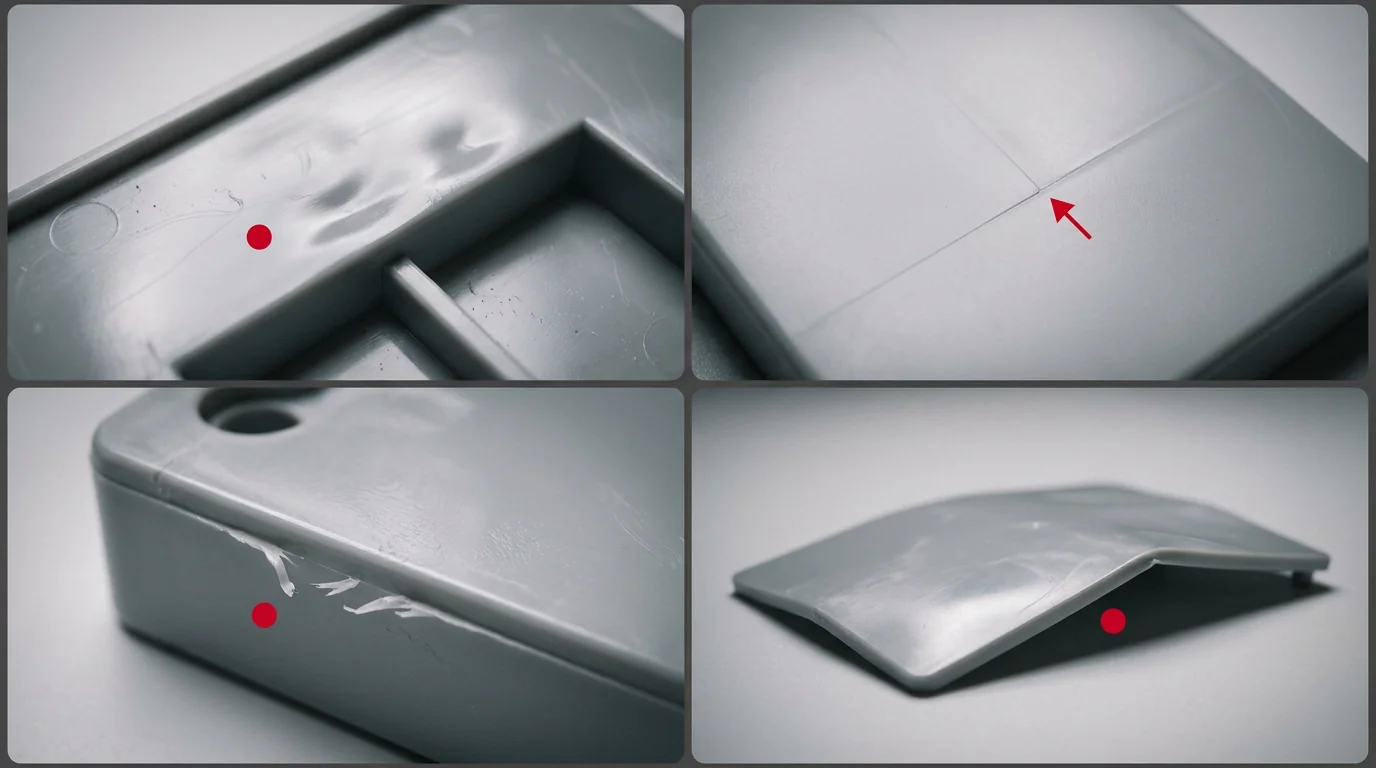
I difetti dello stampaggio e come li teniamo sotto controllo
Un buon stampaggio si vede dai pezzi che non tornano indietro. La maggior parte dei difetti nasce da uno squilibrio tra geometria del pezzo, stampo e parametri di pressa. Lavorare anche lo stampo internamente ci dà un vantaggio: quando un difetto nasce dall’utensile, interveniamo direttamente, senza passare da terzi. Ecco i difetti più comuni, da dove arrivano e come li preveniamo.
- Risucchi. Depressioni superficiali dove il pezzo è più spesso, ad esempio sopra una nervatura. Nascono da spessori non uniformi, pressione o tempo di mantenimento troppo bassi, raffreddamento disomogeneo. Si prevengono uniformando gli spessori già in progetto, alleggerendo le zone massicce e tarando bene il mantenimento.
- Linee di giunzione. Si formano dove due fronti di materiale si reincontrano, ad esempio attorno a un foro, e non si saldano bene. Dipendono dalla posizione dei punti di iniezione e da una temperatura troppo bassa. Si attenuano spostando il punto di iniezione, aggiungendo sfiati e alzando le temperature.
- Bave. Eccessi di materiale lungo la linea di divisione dello stampo. Arrivano da pressione eccessiva, forza di chiusura insufficiente o stampo usurato. Si risolvono con i parametri giusti, una pressa di tonnellaggio adeguato e la manutenzione dello stampo.
- Linee di flusso. Striature lasciate dal materiale che scorre. Dipendono da velocità di iniezione e temperature non uniformi. Si correggono regolando velocità e termoregolazione e rivedendo la posizione del punto di iniezione.
- Deformazioni. Il pezzo esce storto o imbarcato. La causa più frequente è un raffreddamento non uniforme unito al ritiro differenziale dei materiali semicristallini. Si prevengono con un raffreddamento bilanciato e una geometria che ritira in modo regolare.
- Riempimento incompleto. La cavità non si riempie del tutto. Nasce da dose o pressione insufficienti, sfiati intasati o materiale troppo freddo. Si risolve aumentando dose e pressione e migliorando gli sfiati.
- Bruciature. Macchie scure dovute all’aria intrappolata che, comprimendosi, brucia il materiale, il cosiddetto effetto diesel. Si eliminano migliorando gli sfiati e riducendo la velocità di iniezione nel punto critico.
Il troubleshooting completo, parametro per parametro, lo approfondiamo nella pagina sullo stampaggio a iniezione. Questi difetti li conosciamo perché li affrontiamo ogni giorno, e la maggior parte la chiudiamo già in fase di stampo, prima che diventi un problema di produzione.
Dallo stampo al pezzo finito: il ciclo completo in FPM
È qui che facciamo la differenza rispetto a chi si limita a stampare. In FPM trovi sotto lo stesso tetto tutte le fasi:
- Costruzione dello stampo su misura, con co-design e progettazione interni.
- Stampaggio dei componenti conto terzi.
- Finiture, tampografia e assemblaggio per consegnarti il pezzo già pronto al montaggio.
Questo significa tempi più corti, meno fornitori da coordinare e una sola persona responsabile del risultato, dal primo disegno alla fornitura in serie. Se in collaudo emerge un difetto che nasce dallo stampo, lo sistemiamo sull’utensile noi stessi.
Come funziona lo stampaggio conto terzi con noi
Affidarci una produzione conto terzi significa darci il tuo progetto e ricevere indietro i pezzi pronti, senza dover investire in stampo, presse e personale. Il percorso è lineare.
01 Fattibilità e preventivo
Ci mandi il disegno o il campione del componente e i volumi. Studiamo la fattibilità, scegliamo materiale, numero di impronte e tipo di stampo, e ti diamo un preventivo chiaro su costi e tempi.
02 Stampo e campionatura
Costruiamo lo stampo, lo proviamo in pressa e campioniamo i primi pezzi per verificare le quote. Se hai già uno stampo, lo verifichiamo e, se serve, lo mettiamo a punto.
03 Produzione in serie
Avviata la produzione, manteniamo costanti i parametri lotto dopo lotto, con tracciabilità dei materiali e controllo qualità.
04 Finiture e consegna
Se previsti, completiamo con finiture, tampografia e assemblaggio, poi imballiamo come concordato e consegniamo nei tempi stabiliti.
Controllo qualità e ripetibilità
Un buon stampaggio si vede dai pezzi che non tornano indietro. Verifichiamo le quote dei componenti e teniamo sotto controllo i parametri di pressa a ogni lotto, perché la produzione resti costante dal primo all’ultimo pezzo. La certificazione ISO 9001:2015 inquadra tutto questo in procedure tracciabili, così sai sempre come è stato prodotto il tuo lotto.
Quando il componente lo richiede, eseguiamo verifiche dimensionali più approfondite e concordiamo con te i controlli in accettazione. L’obiettivo è uno solo: che i pezzi arrivino conformi e che tu non debba rifare i controlli a casa tua.
I settori in cui lavoriamo
Negli anni abbiamo stampato componenti per settori molto diversi, ognuno con le sue esigenze: parti meccaniche e funzionali per l’automotive, pezzi tecnici a tolleranze strette per l’elettronica e l’elettrodomestico, componenti dove contano igiene e precisione per il medicale. Stampiamo per chi non può permettersi un pezzo fuori tolleranza:
Hai dei componenti in plastica da produrre? Dallo stampo alle finiture, ti seguiamo noi.
Domande frequenti sullo stampaggio di materie plastiche
Quali sono le principali tecniche di stampaggio delle materie plastiche?
Le principali sono lo stampaggio a iniezione, a compressione, la termoformatura, il soffiaggio e il rotostampaggio. La scelta dipende dai volumi di produzione, dalla geometria del pezzo e dal tipo di polimero.
Qual è la differenza tra stampaggio a iniezione e a compressione?
L’iniezione fonde i granuli e li inietta ad alta pressione nello stampo: è adatta ad alti volumi e geometrie complesse. La compressione pressa il materiale in uno stampo aperto e riscaldato: si usa per i termoindurenti e per serie basse o medie.
Cos'è lo stampaggio a iniezione delle materie plastiche?
È il processo con cui un polimero fuso viene iniettato sotto pressione in uno stampo, dove si raffredda e solidifica prendendo la forma del componente. È la tecnica più usata per produrre pezzi in plastica in serie con precisione e ripetibilità.
Quali materiali plastici stampate?
La maggior parte dei termoplastici, da PP, PE, ABS, PC, PA, POM e PBT ai tecnopolimeri ad alte prestazioni anche caricati. Scegliamo il materiale in base alle prestazioni richieste dal pezzo.
Perché alcuni materiali vanno deumidificati prima dello stampaggio?
Perché polimeri igroscopici come poliammide, policarbonato, ABS, PBT e PET assorbono umidità dall’aria. Se non vengono essiccati, l’acqua nei granuli genera bolle, striature e perdita di resistenza meccanica sul pezzo finito.
Quali sono i difetti più comuni dello stampaggio a iniezione?
I più frequenti sono risucchi, linee di giunzione, bave, linee di flusso, deformazioni e riempimenti incompleti. Quasi sempre nascono dalla geometria del pezzo, dallo stampo o dalla messa a punto dei parametri, ed è lì che si prevengono.
Cosa significa stampaggio conto terzi?
Significa affidare a un’azienda esterna la produzione di componenti in plastica su tua specifica. Ti dà accesso a stampo, presse e competenze senza dover investire in macchinari e personale.
Qual è la differenza tra stampo e stampaggio?
Lo stampo è l’utensile che dà forma al pezzo; lo stampaggio è il processo che produce il pezzo iniettando il materiale nello stampo. FPM si occupa di entrambi.
Dove si trova FPM?
A Lodrino, in provincia di Brescia, in Lombardia. Lavoriamo con aziende di tutta Italia.