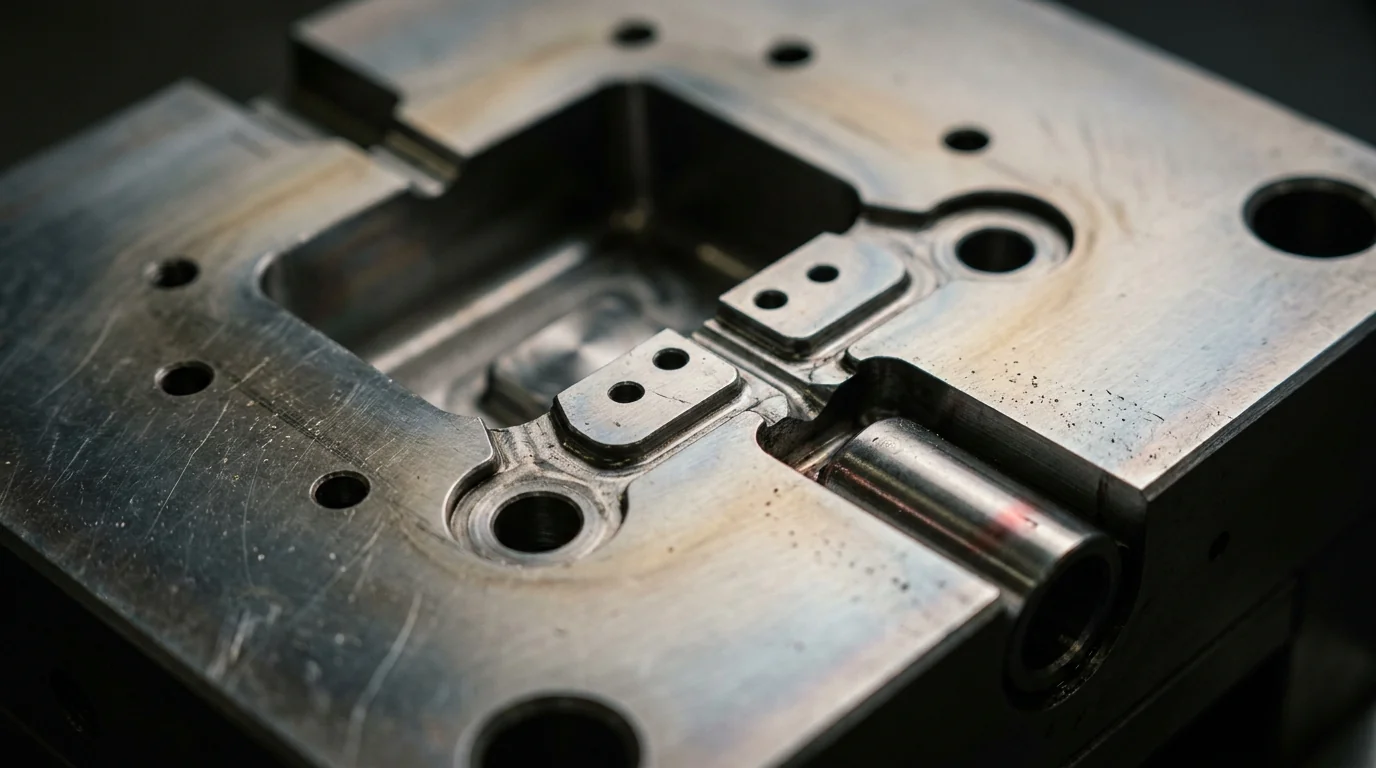
Uno stampo per pressofusione è un’attrezzatura in acciaio per lavoro a caldo, formata da due semistampi, in cui si inietta metallo fuso ad alta pressione, oltre 10.000 psi, per ottenere getti complessi di alluminio, zama o ottone. Dopo la solidificazione i semistampi si aprono e il pezzo viene estratto. FPM lo progetta e lo costruisce da oltre 40 anni a Lodrino, in provincia di Brescia.
Costruzione stampi per pressofusione, da oltre 40 anni
Ti serve uno stampo per pressofusione che regga migliaia di colate senza perdere precisione? FPM progetta e costruisce stampi per la pressofusione di alluminio, zama e ottone da oltre 40 anni, nella sede di Lodrino, in provincia di Brescia, nel cuore di uno dei distretti italiani storici della pressofusione.
Lo stampo è il cuore della pressofusione: dalla sua progettazione dipendono la qualità del getto e quanti pezzi riuscirai a produrre prima di doverlo rifare. Progettazione e costruzione sotto lo stesso tetto, con la qualità verificata dalla certificazione ISO 9001:2015.

Perché affidare a FPM il tuo stampo per pressofusione
Lo stampo regge l’ingresso del metallo fuso a centinaia di gradi, raffreddamenti rapidi e sollecitazioni continue, colata dopo colata. È un lavoro di acciai, trattamenti e progettazione in cui l’esperienza fa la differenza tra uno stampo che dura e uno che si crepa dopo poche migliaia di cicli. Ecco cosa cambia per te:
- Camera fredda e camera calda. Costruiamo stampi per pressofusione per entrambe le tecnologie, scegliendo quella giusta in base al metallo che devi colare.
- Inserti costampati. Quando il getto lo richiede, integriamo nello stampo gli inserti metallici costampati, sia per i pezzi strutturali sia per quelli estetici.
- Progettazione e costruzione interne, dallo studio del getto al collaudo, senza passare da terzi: tempi più corti e una sola persona responsabile del risultato.
- Oltre 40 anni su stampi e pressofusione, con la certificazione ISO 9001:2015 e procedure tracciabili.
- Vicino a te, a Brescia. La sede di Lodrino è nel distretto della pressofusione lombarda: meno distanze e controllo diretto su tempi e collaudi.
Hai un getto da produrre? Parlaci del tuo progetto.
Cos'è uno stampo per pressofusione
Lo stampo per pressofusione, chiamato anche stampo per la pressocolata, è l’attrezzatura che dà forma al getto. È composto da due metà: la parte fissa, montata sul lato di iniezione della macchina, e la parte mobile, che si apre per liberare il pezzo. Quando i semistampi sono chiusi, tra loro resta la cavità con la forma del componente da ottenere.
Dentro lo stampo non c’è solo la cavità. Ci sono le anime e le slitte che formano i sottosquadri, i canali che portano il metallo dal punto di iniezione fino alla figura, gli sfiati che fanno uscire l’aria, il circuito di raffreddamento che smaltisce il calore e gli espulsori che spingono fuori il getto a stampo aperto. Ogni elemento va progettato insieme agli altri: un raffreddamento mal bilanciato o un’estrazione studiata male si pagano in difetti sul pezzo e in usura precoce dell’acciaio.
A differenza di uno stampo per materie plastiche, qui dentro non scorre un polimero fuso a 250 gradi, ma un metallo a 400, 600 o più gradi, spinto a pressioni molto più alte. Per questo cambiano gli acciai, i trattamenti e il modo di gestire il calore.
Stampi a camera calda e a camera fredda
Il tipo di stampo dipende dal metallo da colare, e con esso cambia tutto: la macchina, il progetto, gli acciai e i trattamenti. È una delle prime cose che definiamo insieme a te, partendo dal getto che vuoi ottenere.
Nella camera calda il sistema di iniezione è immerso nel bagno di metallo fuso. Si usa per le leghe a bassa temperatura di fusione, prima fra tutte la zama: il ciclo è più rapido, lo stress termico sull’acciaio è minore e lo stampo dura più a lungo. Nella camera fredda il metallo viene dosato a ogni ciclo in un contenitore separato e poi spinto nella cavità. È la scelta obbligata per l’alluminio e per le leghe ad alta temperatura, che brucerebbero il sistema di iniezione di una camera calda.
| Caratteristica | Camera calda | Camera fredda |
|---|---|---|
Metalli tipici | zama, leghe a bassa fusione | alluminio, ottone, leghe ad alta fusione |
Temperatura del metallo | più bassa | più alta |
Sistema di iniezione | immerso nel bagno | separato, dosato a ogni ciclo |
Velocità di ciclo | più rapida | più lenta |
Stress termico sullo stampo | minore | maggiore |
Vita utile dello stampo | molto lunga | più breve |
La zama si può colare anche a camera fredda, a seconda del componente e dei volumi. L’ottone, che fonde a temperature ancora più alte, richiede stampi e accorgimenti dedicati. In fase di fattibilità ti diciamo quale tecnologia conviene al tuo pezzo.
Di che acciaio è fatto uno stampo per pressofusione
Le parti dello stampo a contatto con il metallo fuso, la figura, le anime e gli inserti, si costruiscono in acciaio per lavoro a caldo. Il più usato è l’AISI H13, in sigla europea 1.2344, un acciaio al cromo, molibdeno e vanadio che tiene bene la fatica termica, cioè il continuo scaldarsi e raffreddarsi a ogni colata, e resiste alla formazione delle cricche da calore. Dove serve una tenacità ancora maggiore si usa l’H11, sigla 1.2343, più resistente agli urti a parità di durezza.
Questi acciai non lavorano grezzi: vanno temprati e rinvenuti per portarli alla durezza di esercizio, di solito intorno ai 44-52 HRC, un compromesso tra durezza e tenacità. Su molti stampi si aggiungono trattamenti superficiali come la nitrurazione, che indurisce la pelle dell’acciaio e la difende dall’erosione del metallo.
| Acciaio | Sigla europea | Tipo | Caratteristica | Durezza tipica |
|---|---|---|---|---|
AISI H13 | 1.2344 | cromo, molibdeno, vanadio per lavoro a caldo | resistenza alla fatica termica, il più diffuso | 44-52 HRC |
AISI H11 | 1.2343 | cromo, molibdeno, vanadio per lavoro a caldo | maggiore tenacità, più resistente agli urti | 44-52 HRC |
La scelta dell’acciaio, della durezza e del trattamento dipende dal metallo che colerai e da quanti pezzi devi produrre.
Valori indicativi di riferimento tecnico, da confermare con FPM.
Come nasce uno stampo per pressofusione: le 7 fasi
Seguiamo un percorso ordinato, lo stesso che applichiamo agli stampi più complessi. Investire bene in queste fasi, prima di tagliare l’acciaio, è ciò che evita le correzioni costose su uno stampo già costruito.
- Studio di fattibilità. Analizziamo il getto, gli spessori, gli sformi e i sottosquadri, e valutiamo come renderlo producibile in pressofusione.
- Reverse engineering. Quando parti da un pezzo esistente senza disegni, lo rileviamo e ne ricostruiamo il modello tridimensionale.
- Prototipazione. Realizziamo prototipi per verificare forma e funzione del componente prima di impegnarsi sullo stampo definitivo.
- Progettazione e co-design. Progettiamo lo stampo insieme a te, lavorando sul getto per migliorarne la producibilità senza tradire la funzione.
- Simulazione di colata. Simuliamo il riempimento della cavità per vedere in anticipo come il metallo scorre, dove resta l’aria e dove gestire raffreddamento ed estrazione.
- Campionatura. Costruito lo stampo, coliamo i primi getti e li controlliamo, poi mettiamo a punto l’attrezzatura.
- Costruzione dello stampo. Lavoriamo, trattiamo e assembliamo lo stampo nel nostro reparto, fino alla consegna pronto per la produzione.
La progettazione e il co-design e la simulazione della colata sono i passaggi che separano uno stampo che funziona al primo campionamento da uno che richiede modifiche su modifiche.
Quanto dura uno stampo per pressofusione
La vita di uno stampo si misura in colate, e dipende soprattutto dal metallo. Con l’alluminio, che entra ad alta temperatura ed è abrasivo, uno stampo in H13 ben costruito produce in genere tra 80.000 e 150.000 colate, che possono salire oltre le 200.000 con acciai di qualità superiore e una buona manutenzione. Con la zama, che fonde più bassa e aggredisce meno l’acciaio, lo stesso stampo può arrivare a oltre un milione di colate, fino a due milioni nei casi favorevoli.
Oltre al metallo contano la complessità del getto, la qualità di progetto e costruzione, e la cura della manutenzione. Curare il raffreddamento e le zone più sollecitate fin dal progetto, e fermare lo stampo per la manutenzione prima che il danno diventi grave, è il modo migliore per allungarne la vita e ridurre i fermi di produzione.
Quanto costa uno stampo per pressofusione
Lo diciamo con onestà: un numero a preventivo dipende dal tuo pezzo, e chi ti dà una cifra senza vederlo tira a indovinare. Il costo di uno stampo per pressofusione è guidato da pochi fattori: la dimensione e la complessità del getto, il numero di impronte, la presenza di anime e slitte per i sottosquadri, gli acciai e i trattamenti scelti in base ai volumi.
Per dare un ordine di grandezza, uno stampo semplice a una impronta parte da alcune decine di migliaia di euro, mentre uno stampo grande, multi-impronta e con movimenti complessi può superare ampiamente i 100.000 euro. Lo stampo è l’investimento iniziale, che poi si ammortizza sui pezzi prodotti: più alti sono i volumi, meno pesa lo stampo sul singolo getto. Il modo più affidabile per avere un numero vero è un preventivo costruito sul tuo componente.
Metalli e settori
Costruiamo stampi per la pressofusione dei principali metalli non ferrosi. L’alluminio per parti leggere e resistenti dell’automotive, dell’illuminazione e della meccanica. La zama per particolari di precisione e dal bell’aspetto, come componenti di serrature, accessori e oggettistica, dove conta anche la finitura superficiale. L’ottone dove servono robustezza e resistenza alla corrosione.
I nostri stampi producono getti per settori che non tollerano un pezzo fuori tolleranza, dall’automotive all’elettronica, fino ai casalinghi. Se vuoi capire come funziona il processo a monte, dalla colata all’estrazione del getto, lo spieghiamo nella pagina dedicata alla pressofusione. Qui restiamo sullo stampo, che è ciò che costruiamo per te.
Stampi per pressofusione a Brescia
La nostra sede è a Lodrino, in provincia di Brescia, in una delle aree più importanti d’Italia per la pressofusione e la meccanica. Lavoriamo con aziende di tutta Italia, ma per i clienti del territorio, tra Brescia, Bergamo e Milano, la prossimità è un vantaggio concreto: meno distanze, incontri più facili e un controllo più diretto su tempi e collaudi. Per chi cerca stampi per pressofusione di alluminio o zama a Brescia, siamo a pochi chilometri.
Hai un getto da produrre? Costruiamo lo stampo per pressofusione giusto per te.
Domande frequenti sugli stampi per pressofusione
Quanto costa uno stampo per pressofusione?
Dipende dalla complessità del getto, dal metallo, dal numero di impronte e dai movimenti necessari. Si va da alcune decine di migliaia di euro per uno stampo semplice a oltre 100.000 euro per uno stampo grande e multi-impronta. È un investimento iniziale che si ammortizza sui pezzi prodotti. Il modo più affidabile per un numero vero è un preventivo sul tuo componente.
Qual è la differenza tra stampo a camera calda e a camera fredda?
Dipende dal metallo. La camera calda ha il sistema di iniezione immerso nel metallo fuso e si usa per leghe a bassa temperatura come la zama: cicli più rapidi e stampo più duraturo. La camera fredda dosa il metallo a ogni ciclo e si usa per l’alluminio e le leghe ad alta temperatura. La scelta cambia il progetto e gli acciai dello stampo.
Per quali metalli costruite gli stampi?
Per i metalli non ferrosi più usati nella pressofusione: alluminio, zama e ottone. Calibriamo acciai e trattamenti in base al metallo da colare e ai volumi di produzione.
Quanto dura uno stampo per pressofusione?
Dipende dal metallo. Con l’alluminio uno stampo ben costruito produce in genere tra 80.000 e oltre 200.000 colate; con la zama, meno aggressiva, può superare il milione. Contano poi la complessità del getto, la qualità di progetto e costruzione e la manutenzione.
Di che acciaio è fatto uno stampo per pressofusione?
Le parti a contatto con il metallo fuso si costruiscono in acciaio per lavoro a caldo, soprattutto AISI H13 (1.2344) al cromo, molibdeno e vanadio, oppure H11 (1.2343) dove serve più tenacità. Vengono temprati, rinvenuti e spesso nitrurati per resistere alla fatica termica e all’erosione.
Dove si trova FPM?
A Lodrino, in provincia di Brescia, in Lombardia, nel distretto della pressofusione. Lavoriamo con aziende di tutta Italia, con un vantaggio di prossimità per il territorio tra Brescia, Bergamo e Milano.