Lo stampaggio a iniezione è un processo industriale in cui un polimero termoplastico viene fuso e iniettato ad alta pressione dentro uno stampo chiuso che ha la forma del componente. Il materiale riempie la cavità, viene mantenuto in pressione mentre si raffredda e solidifica, poi viene estratto; lo stampo si richiude e il ciclo si ripete identico, anche centinaia di volte all’ora. È la tecnica più diffusa per produrre in serie componenti in plastica con qualità costante e basso costo unitario.
Lo stampaggio a iniezione, spiegato da chi lo fa
Lo stampaggio a iniezione è la tecnica con cui si produce la maggior parte degli oggetti in plastica che usi ogni giorno, dai componenti dell’auto agli involucri dell’elettronica fino ai tappi e ai giocattoli. È così diffusa perché, una volta pronto lo stampo, sforna lo stesso pezzo migliaia di volte con quote ripetibili e a un costo per pezzo che cala man mano che salgono i volumi.
In questa pagina ti spieghiamo come funziona davvero il processo: le fasi del ciclo, i parametri che contano, i materiali e i difetti tipici. Lo facciamo da una posizione un po’ particolare. In FPM lo stampaggio a iniezione non lo raccontiamo soltanto, lo pratichiamo da oltre 40 anni, e prima ancora costruiamo lo stampo da cui escono i pezzi. Quando un difetto nasce dall’utensile e non dalla pressa, ce ne accorgiamo subito, perché abbiamo le mani su entrambi.
Cos'è lo stampaggio a iniezione
Lo stampaggio a iniezione è un processo di produzione in cui un polimero termoplastico viene fuso e iniettato ad alta pressione dentro uno stampo che ha la forma del componente desiderato. Il materiale riempie la cavità, si raffredda e solidifica prendendo quella forma, poi viene estratto come pezzo finito. A quel punto il ciclo ricomincia, identico, decine o centinaia di volte all’ora.
L’idea è semplice, ma il risultato dipende da molti dettagli: la forma e il numero delle cavità, il punto in cui il materiale entra, il modo in cui lo stampo smaltisce il calore e i parametri con cui lavora la pressa. È l’insieme di queste scelte a separare un pezzo conforme da uno pieno di difetti. Per questo lo stampaggio a iniezione è una tecnica di precisione, non una semplice colata: lo stampo e la sua messa a punto pesano quanto la macchina.
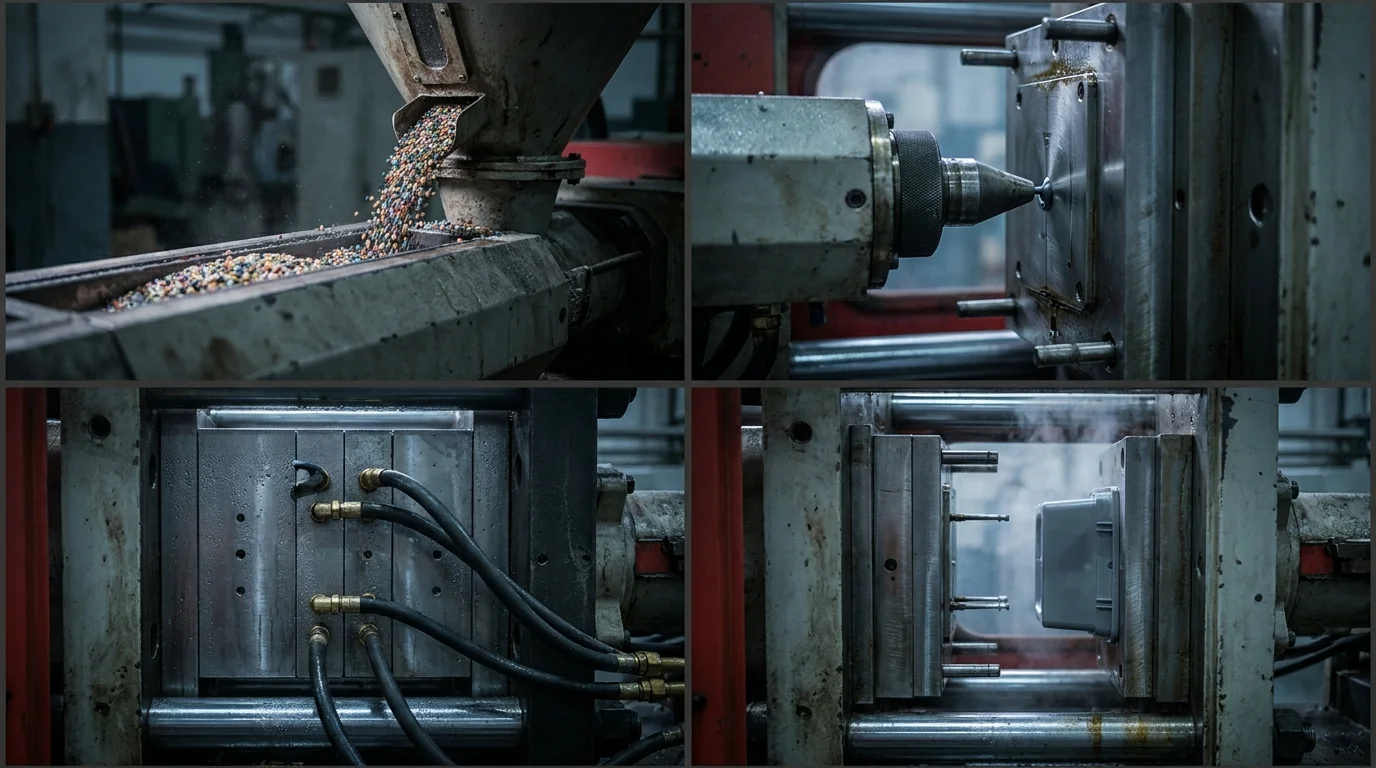
La materia prima arriva in granuli, spesso già colorati o additivati. Si lavorano quasi solo materie plastiche termoplastiche, quelle che rammolliscono con il calore e si risolidificano raffreddandosi, un ciclo che si può ripetere. I termoindurenti e gli elastomeri hanno processi a sé.
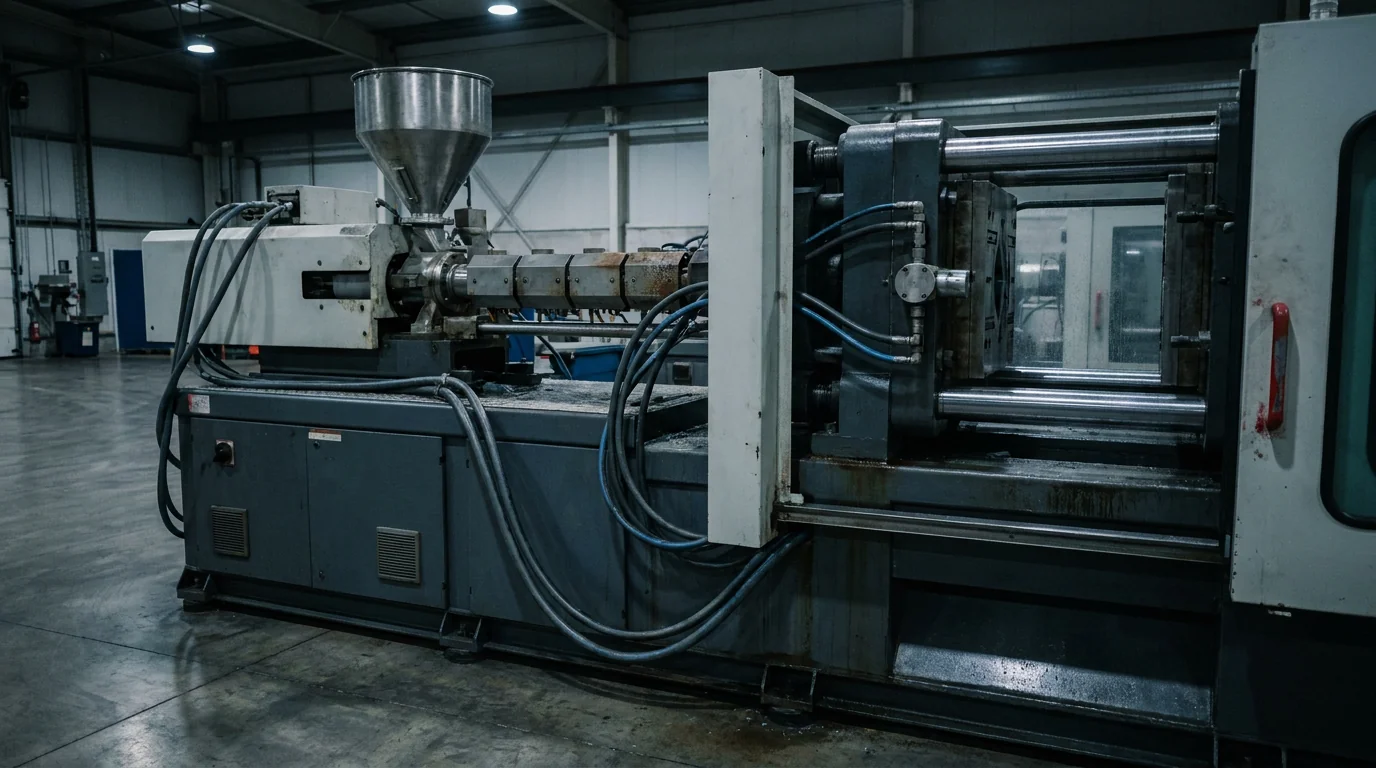
Come funziona la pressa a iniezione
Tutto avviene su una pressa a iniezione, una macchina formata da due gruppi che lavorano in sequenza.
Il gruppo di iniezione fonde e dosa il materiale. I granuli scendono da una tramoggia in un cilindro riscaldato, dentro al quale gira una vite. La vite trascina il materiale in avanti e, tra l’attrito meccanico e il calore delle fasce, lo porta a fusione; quando ne ha accumulato a sufficienza, smette di ruotare e avanza come un pistone, spingendo il fuso nello stampo.
Il gruppo di chiusura tiene serrate le due metà dello stampo mentre il materiale entra sotto pressione. Il parametro chiave qui è la forza di chiusura, in tonnellate: deve vincere la spinta che il fuso esercita sulle pareti della cavità, altrimenti lo stampo si apre e nascono le bave. Una regola spannometrica di reparto mette in conto attorno a 2-5 tonnellate per centimetro quadrato di superficie proiettata. Le presse vanno da poche decine di tonnellate fino a oltre 1.000 per i pezzi grandi.
Si distinguono per come muovono i gruppi: idrauliche (robuste, per alte pressioni e pezzi grandi), elettriche (precise ed efficienti, costo iniziale più alto) e ibride, che combinano i due approcci.
Le 4 fasi del ciclo di stampaggio a iniezione
Il ciclo si ripete sempre uguale, fase dopo fase. Conoscerle aiuta a capire dove nascono i difetti e dove si recupera tempo.
01 Plastificazione (dosaggio)
Mentre il pezzo precedente si raffredda, la vite ruota, trascina i granuli in avanti e li porta a fusione con l’attrito e le fasce riscaldanti del cilindro. Il fuso si accumula davanti alla punta della vite, che intanto arretra: è la dose pronta per lo stampaggio successivo. Una leggera contropressione aiuta a omogeneizzare la massa e a far uscire l’aria.
02 Iniezione (riempimento)
A stampo chiuso, la vite avanza come un pistone e spinge il fuso nella cavità ad alta velocità. La pressione di iniezione può andare, a seconda del materiale e della geometria, da circa 500 fino a oltre 2.000 bar. Quando la cavità è quasi piena, intorno al 95-98%, la macchina commuta dalla fase di riempimento a quella di mantenimento.
03 Mantenimento e raffreddamento
Una pressione di mantenimento, più bassa di quella di iniezione, continua a spingere materiale nella cavità per compensare il ritiro mentre il pezzo solidifica, così le quote restano stabili e si evitano i risucchi. Il calore viene smaltito dai canali di termoregolazione, di solito ad acqua, ricavati dentro lo stampo. È la fase più lunga: in molti pezzi pesa per più della metà del tempo ciclo.
04 Estrazione (espulsione)
A pezzo solidificato lo stampo si apre e gli estrattori, a volte aiutati da un robot, liberano il componente. Lo stampo si richiude e il ciclo riparte dalla plastificazione.
Un ciclo completo dura in genere tra circa 15 e 60 secondi, più rapido per i pezzi sottili e più lungo per quelli spessi, dove il raffreddamento la fa da padrone. Ridurre anche solo un paio di secondi al ciclo, su una produzione lunga, significa migliaia di pezzi in più a fine anno: ecco perché la messa a punto del raffreddamento conta tanto.
I parametri che fanno la differenza
Dietro a un pezzo ben stampato c’è un equilibrio di parametri tenuti sotto controllo. Cambiarne uno sposta gli altri, ed è per questo che la messa a punto è un mestiere e non una ricetta fissa.
- Temperatura del fuso. Decide quanto bene scorre il polimero. Troppo bassa, e il materiale non riempie; troppo alta, e degrada. Ogni materiale ha la sua finestra.
- Temperatura dello stampo. Influenza il raffreddamento, la finitura superficiale, il ritiro e le tensioni interne. Sui tecnopolimeri serve uno stampo caldo, anche oltre i 100 gradi.
- Pressione e velocità di iniezione. Governano come e quanto in fretta si riempie la cavità. Una velocità sbagliata lascia striature, jetting o linee di flusso.
- Pressione e tempo di mantenimento. Compensano il ritiro nella fase di solidificazione. Sono il primo rimedio contro i risucchi.
- Tempo di raffreddamento. Spesso la parte più lunga del ciclo: determina quanti pezzi produci in un’ora e quanto sono stabili nelle quote.
- Contropressione e giri vite. Regolano l’omogeneità del fuso in fase di dosaggio.
Trovare la combinazione giusta è il lavoro della messa a punto, ed è ciò che separa una produzione costante da una piena di scarti. I valori cambiano con ogni materiale, ogni geometria e ogni stampo: l’esperienza accumulata su tanti pezzi diversi è ciò che accorcia questa fase.
Quali materiali si stampano a iniezione
Si stampa a iniezione quasi tutta la famiglia dei termoplastici, dai più comuni ai tecnopolimeri ad alte prestazioni, anche caricati con fibra di vetro per le applicazioni più esigenti. Ogni polimero ha una finestra di temperatura entro cui va portato il fuso e un ritiro con cui si contrae solidificando, da cui dipendono le quote da incidere nello stampo. Alcuni materiali, detti igroscopici (poliammide, policarbonato, ABS, PBT, PET), assorbono umidità e vanno deumidificati prima dello stampaggio, altrimenti l’acqua nei granuli genera bolle e striature.
| Materiale | Sigla | Struttura | Temperatura del fuso | Ritiro | Impieghi tipici |
|---|---|---|---|---|---|
Polipropilene | PP | semicristallino | 200-260 °C | 1,2-2,5% | contenitori, parti auto, casalinghi |
Polietilene | PE (HDPE) | semicristallino | 180-260 °C | 1,5-3,0% | tappi, flaconi, imballaggi |
ABS | ABS | amorfo | 210-260 °C | 0,4-0,8% | scocche, parti estetiche |
Polistirene | PS | amorfo | 180-260 °C | 0,4-0,7% | articoli tecnici, imballaggi |
Policarbonato | PC | amorfo | 280-320 °C | 0,6-0,8% | parti trasparenti e tecniche |
PMMA | PMMA | amorfo | 220-260 °C | 0,3-0,8% | ottica, parti trasparenti |
Poliammide 6 | PA6 | semicristallino | 230-290 °C | 0,8-1,5% | ingranaggi, parti meccaniche |
Poliammide 6.6 | PA66 | semicristallino | 260-300 °C | 1,0-2,0% | parti sotto cofano |
POM | POM | semicristallino | 190-220 °C | 1,8-2,5% | parti a frizione, di precisione |
PBT | PBT | semicristallino | 240-270 °C | 1,5-2,2% | connettori, parti elettriche |
PET | PET | semicristallino | 260-290 °C | 1,2-2,0% | preforme, parti tecniche |
C’è una distinzione che pesa sul risultato e che quasi nessuno spiega. I polimeri amorfi (ABS, PC, PS, PMMA) hanno catene disordinate, ritirano poco e restano stabili nelle quote. I semicristallini (PP, PE, PA, POM, PBT) hanno zone ordinate che, raffreddandosi, si compattano: ritirano di più e si deformano se il raffreddamento non è uniforme. Sapere in quale famiglia ricade il tuo materiale serve a prevedere ritiro, tolleranze e rischio di deformazione fin dalla progettazione dello stampo.
Temperature e ritiri sono valori indicativi di riferimento tecnico, da confermare con FPM.
I difetti più comuni e come si prevengono
Un buon stampaggio si vede dai pezzi che non tornano indietro. Quasi tutti i difetti nascono da uno squilibrio tra geometria del pezzo, stampo e parametri di pressa. Una cosa che diciamo spesso: un difetto nasce molte volte dallo stampo, non dalla pressa, e provare a curarlo solo coi parametri è inutile. Ecco i più frequenti, da dove arrivano e come si tengono sotto controllo.
- Risucchi. Depressioni superficiali dove il pezzo è più spesso, ad esempio sopra una nervatura. Vengono da spessori non uniformi, mantenimento troppo basso o breve, raffreddamento disomogeneo. Si prevengono uniformando gli spessori in progetto e tarando bene il mantenimento.
- Linee di giunzione. Si formano dove due fronti di materiale si reincontrano, ad esempio attorno a un foro, e non si saldano del tutto. Dipendono dalla posizione dei punti di iniezione e da temperature troppo basse. Si attenuano spostando il punto di iniezione, aggiungendo sfiati e alzando le temperature.
- Bave. Eccessi di materiale lungo la linea di divisione dello stampo. Arrivano da pressione eccessiva, forza di chiusura insufficiente o stampo usurato. Si risolvono coi parametri giusti, una pressa di tonnellaggio adeguato e la manutenzione dello stampo.
- Deformazioni e imbarcamenti. Il pezzo esce storto. La causa più frequente è un raffreddamento non uniforme unito al ritiro differenziale dei semicristallini. Si prevengono con un raffreddamento bilanciato nello stampo e una geometria che ritira in modo regolare.
- Jetting. Il materiale entra a getto e lascia un segno serpeggiante sulla superficie. Dipende da velocità di iniezione troppo alta e da un punto di iniezione mal posizionato. Si corregge riducendo la velocità iniziale e rivedendo l’entrata.
- Short shot (riempimento incompleto). La cavità non si riempie tutta. Nasce da dose o pressione insufficienti, sfiati intasati o materiale troppo freddo. Si risolve aumentando dose e pressione e migliorando gli sfiati.
- Bruciature. Macchie scure dovute all’aria intrappolata che, comprimendosi, brucia il materiale, il cosiddetto effetto diesel. Si eliminano migliorando gli sfiati e riducendo la velocità nel punto critico.
Molti di questi difetti si chiudono prima di arrivare in produzione, già in fase di progetto e collaudo dello stampo. È il motivo per cui per noi conta avere stampo e stampaggio sotto lo stesso tetto.
Vantaggi e limiti dello stampaggio a iniezione
Lo stampaggio a iniezione è diventato lo standard per la produzione di componenti in plastica per buoni motivi. Una volta ammortizzato lo stampo, il costo del singolo pezzo è basso e scende ancora con i volumi. Rende possibili geometrie complesse, con nervature, fori e dettagli difficili da ottenere altrimenti. Offre una ripetibilità altissima, perché ogni ciclo è uguale al precedente, e lascia grande libertà sui materiali. Gli scarti, inoltre, in molti casi si rimacinano e si reintroducono.
Non è la risposta giusta per ogni caso. L’investimento iniziale nello stampo è alto, quindi per pochissimi pezzi raramente si giustifica: sotto certe quantità conviene la stampa 3D o la lavorazione dal pieno. Per i corpi cavi come flaconi e serbatoi rendono di più il soffiaggio o il rotostampaggio, e per i grandi gusci sottili la termoformatura. Ma quando devi produrre tanti componenti tecnici uguali, è difficile trovare di meglio.
Stampaggio a iniezione e le altre tecniche
Una domanda frequente è la differenza tra stampaggio a iniezione e pressofusione. La logica è la stessa, un materiale fuso iniettato in uno stampo, ma cambia la materia prima: l’iniezione lavora le materie plastiche, la pressofusione i metalli come alluminio e zama, a temperature e pressioni ben più alte. In FPM costruiamo stampi per entrambi i processi, quindi ne conosciamo da vicino somiglianze e differenze.
Rispetto alle altre lavorazioni della plastica, l’iniezione si distingue per precisione e ripetibilità. Il soffiaggio è la scelta per i corpi cavi come flaconi e bottiglie; la termoformatura parte da una lastra ed è indicata per gusci e vassoi; il rotostampaggio serve per grandi pezzi cavi prodotti in poche unità. Per i componenti tecnici di precisione in serie, però, l’iniezione resta il riferimento.
Le varianti dello stampaggio a iniezione
La tecnica di base ha diverse evoluzioni, che si decidono già in fase di progetto dello stampo.
- Stampaggio a inserti (insert molding). Integra nel pezzo un componente, spesso metallico (una boccola, un perno filettato), posizionato nello stampo prima dell’iniezione.
- Stampaggio bi-materiale (2K). Combina due plastiche diverse in un solo pezzo, in un’unica pressa con due gruppi di iniezione.
- Sovrastampaggio. Stampa un materiale sopra un substrato già pronto, come la parte morbida in TPE di un’impugnatura su un corpo rigido. Lo approfondiamo nella pagina sul sovrastampaggio a iniezione.
- Iniezione assistita da gas (GAIM). Un gas inerte crea canali cavi dentro il pezzo, utile per le sezioni spesse e le parti nervate.
Sono soluzioni che in un unico stampaggio danno ciò che altrimenti richiederebbe più pezzi e un assemblaggio. La scelta dipende dalla funzione del componente e dai volumi.
Dalla tecnica alla tua produzione
Conoscere la tecnica è una cosa, avere un partner che la padroneggia è un’altra. In FPM lo stampaggio a iniezione è parte di un ciclo completo: progettiamo e costruiamo lo stampo per materie plastiche, produciamo i tuoi componenti con lo stampaggio conto terzi e, quando serve, completiamo il pezzo con finiture e assemblaggio. Un solo interlocutore dal disegno alla fornitura, nella sede di Lodrino, in provincia di Brescia, con qualità verificata ISO 9001:2015.
Hai un componente da produrre a iniezione? Parliamone, ti diciamo se la tecnica è quella giusta.
Domande frequenti sullo stampaggio a iniezione
Quali sono le fasi dello stampaggio a iniezione?
Sono quattro: plastificazione (i granuli vengono fusi e dosati dalla vite), iniezione (il fuso viene spinto ad alta pressione nella cavità), mantenimento e raffreddamento (il materiale solidifica compensando il ritiro), estrazione (lo stampo si apre e il pezzo viene espulso). Poi il ciclo ricomincia.
Quanto costa stampare a iniezione?
Il costo dipende dai volumi, dal materiale, dalla complessità del pezzo e dal tempo ciclo. L’investimento principale è lo stampo: una volta ammortizzato, il costo del singolo componente è basso e scende all’aumentare dei pezzi. Per cifre attendibili serve un preventivo costruito sul tuo pezzo.
Qual è la differenza tra pressofusione e stampaggio a iniezione?
Il principio è lo stesso, un materiale fuso iniettato in uno stampo, ma cambia la materia prima: lo stampaggio a iniezione lavora le materie plastiche, la pressofusione i metalli come alluminio e zama, a temperature e pressioni più alte. FPM costruisce stampi per entrambi i processi.
Come è fatto uno stampo a iniezione?
È formato da una cavità che dà la forma al pezzo, da un sistema di alimentazione che porta il materiale fuso (materozza e canali, caldi o freddi), da un sistema di raffreddamento e da uno di estrazione, il tutto sostenuto da una struttura porta-stampo con piastre e normalizzati.
Quali materiali si possono stampare a iniezione?
La maggior parte dei polimeri termoplastici, dai più comuni come PP, ABS e PA ai tecnopolimeri ad alte prestazioni, anche caricati con fibra di vetro. La scelta dipende dalle prestazioni meccaniche, termiche ed estetiche richieste al componente.
Quali sono i difetti più comuni dello stampaggio a iniezione?
I più frequenti sono risucchi, linee di giunzione, bave, deformazioni, jetting, riempimenti incompleti (short shot) e bruciature. Quasi sempre nascono dalla geometria del pezzo, dallo stampo o dalla messa a punto dei parametri, ed è lì che si prevengono.
Quanto dura un ciclo di stampaggio a iniezione?
In genere tra circa 15 e 60 secondi, secondo lo spessore del pezzo e il materiale. La fase più lunga è quasi sempre il raffreddamento, che su pezzi spessi può pesare per oltre la metà del tempo totale.